Introducción
La integridad de un cierre mecánico no es sólo una cuestión de mantenimiento en el exigente entorno de la dinámica de fluidos industrial; es el factor determinante de la fiabilidad sistémica. Los contaminantes de los cierres mecánicos actúan como un guardián silencioso en la frontera entre la continuidad del funcionamiento y un tiempo de inactividad desastroso. Los efectos de la violación de esta barrera van mucho más allá de la pérdida directa de fluido. Los costes del fallo de un cierre mecánico son siempre elevados, tanto por los costes no presupuestados de las reparaciones de emergencia y el saneamiento ambiental como por los grandes riesgos para la seguridad del personal. Para comprender la mecánica de estos fallos, es necesario pasar a un análisis de ingeniería proactivo en lugar de una observación reactiva.
Este artículo ofrece un análisis en profundidad de las variables que controlan la vida útil de las juntas en la maquinaria, que puede servir de guía técnica a ingenieros y operarios para detectar, reducir y, en última instancia, evitar la repetición de fallos en los sistemas de estanquidad en entornos de alto riesgo.
¿Qué es un fallo de estanquidad?
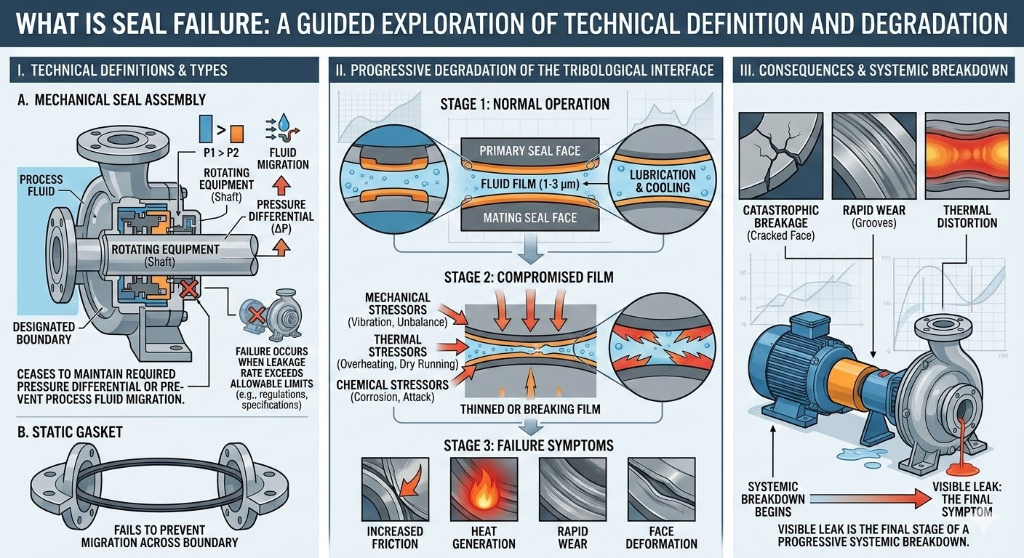
Técnicamente, un fallo de estanquidad es la pérdida de un dispositivo de estanquidad, un conjunto de cierre mecánico complejo o una junta estática, para mantener la diferencia de presión necesaria o impedir el paso de fluido de proceso a través de un límite especificado. Cuando se trata de equipos rotativos, por ejemplo, bombas centrífugas o mezcladoras, se suele considerar que el índice de fugas está en fallo cuando es superior a los valores permitidos establecidos por la normativa medioambiental o las especificaciones del equipo, lo que puede deberse a una alineación incorrecta.
Sin embargo, el fallo no suele ser un fenómeno dicotómico. Suele tratarse de una erosión gradual de la interfaz tribológica entre las caras primaria y de contacto de la junta. Esta interfaz se basa en una película microscópica de fluido, normalmente micrométrica, que ofrece lubricación y refrigeración. Cuando esta película resulta dañada por factores de estrés mecánicos, térmicos o químicos, la fricción que se produce provoca un rápido desgaste, la deformación de la cara o una rotura desastrosa. Así pues, la conciencia de los tipos comunes de fallo de las juntas es la capacidad de darse cuenta de que la fuga observable es sólo la punta del iceberg de un fallo del sistema que probablemente empezó mucho tiempo antes de que se notara la primera gota de la fuga.
Cómo reconocer los primeros síntomas de un fallo de estanquidad
La clave de una buena gestión de la fiabilidad reside en la capacidad de detectar a tiempo los indicadores previos a un fallo. La espera de un charco visible de fluido bajo una bomba es una táctica que garantiza los máximos costes de reparación. En su lugar, los técnicos experimentados observan los pequeños cambios en el comportamiento del equipo que indican el empeoramiento del entorno de la junta.
El síntoma inicial más frecuente es una alteración del perfil acústico de la máquina. Los chirridos o chirridos a alta frecuencia son un signo frecuente de funcionamiento en seco o ausencia de lubricación en las caras de las juntas. Por otro lado, un ruido metálico rítmico puede indicar que algunas piezas internas, incluidos los muelles o los pasadores de accionamiento, están fuera de su sitio o se encuentran en contacto mecánico. Además, es importante observar la temperatura del prensaestopas del cierre; el aumento localizado de la temperatura suele ser el precursor del endurecimiento de los elastómeros y la posterior cristalización de los fluidos del proceso. La siguiente lista de comprobación ofrece un marco de diagnóstico riguroso para ayudar a los equipos de mantenimiento:
| Dimensión diagnóstica | Inspección | Observación típica | Posible problema subyacente |
| Anomalía acústica | Ruido anormal | Chillidos agudos o "chillidos". | Falta de lubricación; funcionamiento en seco |
| Anomalía acústica | Ruido anormal | Chasquidos o estallidos metálicos constantes | Interferencia de componentes internos; carbonización de la cara |
| Anomalía visual | Depósitos / signos de desgaste | Acumulación de "polvo negro" o sólidos | Desgaste de la cara; degradación de la cara de carbono |
| Anomalía visual | Condición de fuga | Goteo constante y rítmico del fluido del proceso | Distorsión de la cara; fallo de la junta tórica |
| Anomalía visual | Marcas de daños térmicos | Decoloración o "tinte térmico" en piezas metálicas | Calor excesivo; refrigeración inadecuada |
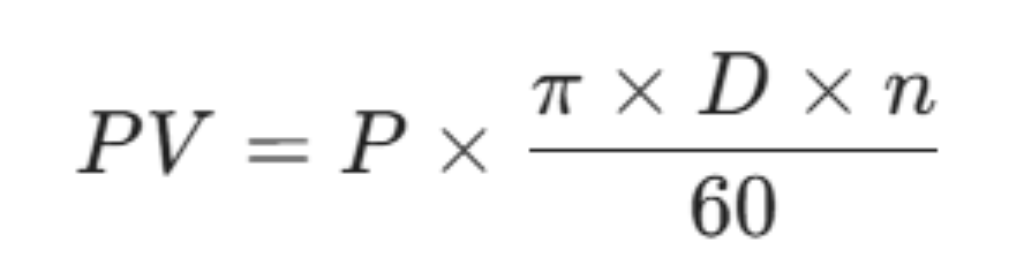
| Anomalía térmica | Aumento de la temperatura local | Pico de temperatura localizado >15°C por encima del proceso | Fricción; límite PV (presión-velocidad) superado |
| Anomalía vibratoria | Firma de vibración | Armónicos de alta frecuencia en el prensaestopas | Desalineación; fallo del rodamiento |
| Anomalía en los parámetros del sistema | Condición de presión del fluido tampón/barrera | Presión inestable en el recipiente de sellado o signos de contaminación del fluido de proceso. | Problemas de control de la presión del sistema de soporte del sello; fallo del fluido de barrera; fugas del sello que provocan la entrada de contaminación. |
| Resultado de la inspección de parada | Estado de la superficie del eje/manguito | Estrías, rozaduras o desgaste en el casquillo del eje cerca de la zona de la junta | Interacción incorrecta entre la junta y el eje; lubricación deficiente; contaminación por partículas; instalación incorrecta. |
Causas profundas: ¿Por qué fallan los cierres mecánicos?
Es fácil determinar qué ha ocurrido, pero se necesita un método forense para determinar por qué. Las pruebas estadísticas indican que casi el 80% de los fallos de los cierres mecánicos pueden atribuirse a las razones más comunes, que se dividen en cuatro grandes categorías de factores de estrés.
Errores operativos y funcionamiento en seco
La causa más común de fallo prematuro del cierre es el funcionamiento en seco. Dado que los cierres mecánicos utilizan una fina película de lubricante, la falta de esta película, incluso durante unos segundos, da lugar a una producción inmediata de calor. Este choque térmico puede provocar el calentamiento de la cara dura (carburo de silicio), que causa grietas radiales microscópicas. Los errores de funcionamiento, como encender una bomba antes de que esté completamente cebada o dejar que un depósito funcione en seco, forman una bolsa de vacío o de gas que priva a las caras del cierre de la lubricación que necesitan. La fricción resultante eleva exponencialmente la temperatura de las caras, que en la mayoría de los casos supera la capacidad de los elementos de estanquidad secundarios (juntas tóricas) y provoca el fallo completo del sistema.
Degradación química y térmica
Cada material de junta tiene una determinada envoltura de compatibilidad química y estabilidad térmica. El fallo se produce cuando el fluido de proceso modifica las propiedades físicas de los componentes de la junta. Por ejemplo, una junta tórica de elastómero puede hincharse en contacto con disolventes incompatibles y perder flexibilidad, por lo que no puede sellar. Por otra parte, el calor excesivo puede provocar la carbonización o coquización del fluido en las caras de la junta, formando una capa abrasiva que muele las superficies de contacto. En estos casos, el fallo no es mecánico, sino que se debe a un fallo en el proceso original de selección del material, en el que los parámetros de funcionamiento se malinterpretaron o se modificaron con el tiempo.
Problemas de instalación y alineación
Un cierre mecánico es una buena herramienta, pero a menudo se instala a martillazos. Los errores de instalación más frecuentes son el ajuste incorrecto de la longitud de trabajo del cierre (sobrecompresión o subcompresión), que modifica la fuerza de cierre de las caras. Además, la falta de alineación entre la bomba y el motor es un asesino silencioso de las juntas. Cuando el eje no está perfectamente concéntrico con el orificio de la junta, las caras de la junta deben someterse a un movimiento oscilante miles de veces por minuto. Esta carga cíclica provoca un desgaste desproporcionado y, en última instancia, la rotura del anillo primario o la fatiga de los fuelles.
Factores mecánicos
Además de la junta, el bienestar mecánico general del sistema giratorio determina la vida útil de la junta. Los impulsores desequilibrados, los cojinetes desgastados o los ejes doblados provocan vibraciones excesivas, que son un lento veneno para la interfaz de estanquidad. La vibración hace que se rompa la película de fluido estable entre las caras, de modo que se produce un contacto intermitente que provoca astillamientos. Además, las caras de la junta pueden abrirse temporalmente en condiciones de carga elevada debido al denominado latigazo o desviación del eje, lo que permite la entrada de partículas abrasivas en la interfaz. Estas perturbaciones mecánicas son un catalizador; aumentan el desgaste y hacen que incluso el mejor retén no dure mucho en caso de que el resto del equipo no esté bien mantenido.

Mejores prácticas estratégicas de prevención y mantenimiento
Prevenir los fallos de las juntas es un ejercicio de disciplina ingenieril. Requiere una visión holística del sistema, que garantice la optimización de todas las variables, desde la estructura molecular de las juntas tóricas hasta la alineación física del tren motriz.
Selección de materiales: Adaptación de las especificaciones de las juntas a los parámetros de funcionamiento
La primera línea de defensa es asegurarse de que el sello es "apto para el propósito". Esto implica una revisión rigurosa del FV (el producto de la presión P en las caras de la junta y la velocidad V de la cara giratoria). El sitio FV define los límites de la capacidad del material para mantener una película lubricante.
Los ingenieros deben seleccionar materiales frontales (por ejemplo, carburo de tungsteno frente a grafito de carbono) y elastómeros (por ejemplo, Viton frente a EPDM) que puedan soportar las presiones, temperaturas y concentraciones químicas máximas previstas para la aplicación.
Alineación de precisión y protocolos de instalación
La alineación de precisión es una herramienta de ajuste de fiabilidad industrial. El uso de equipos de alineación láser para asegurarse de que los ejes del motor y la bomba están dentro de un margen de concentricidad de 0,05 mm no es negociable para prolongar la vida útil de la junta. La limpieza es lo más importante durante la instalación; una huella dactilar o una mota de polvo en las caras de la junta pueden formar una vía de fuga. Además, los técnicos deben asegurarse de que la junta se instala a su longitud de diseño adecuada para conseguir la relación de equilibrio correcta, que consiste en tener una fuerza de cierre suficiente para evitar fugas y, al mismo tiempo, la fuerza de cierre debe ser lo suficientemente baja como para permitir la lubricación.
Mantenimiento y control periódicos
El antecedente del fracaso es una actitud de "arréglalo y olvídalo". Un programa de mantenimiento eficaz incluye el análisis frecuente de las vibraciones y la termografía. Los técnicos pueden detectar el desgaste o la desalineación de los rodamientos observando el espectro de vibraciones antes de que estas fuerzas puedan dañar el cierre. Además, el uso de planes de sellado API (Instituto Americano del Petróleo), incluido el Plan 11 (recirculación) o el Plan 53 (fluido de barrera externa), se utiliza para asegurarse de que el sello funciona en un entorno controlado, lavado de calor y residuos y operando en torno al punto de mejor eficiencia.
Desafíos específicos de la industria ante el fallo de las juntas
El fallo de las juntas en los distintos sectores industriales es muy diferente, con determinados catalizadores ambientales que determinan la velocidad de degradación sistémica y la posible degradación química. Se necesita un enfoque de ingeniería a medida para superar los factores de estrés idiosincrásicos que hacen que un enfoque genérico, de talla única, sea inherentemente defectuoso:
- Petróleo y gas: La fragilización por hidrógeno de los fuelles metálicos y la posible descompresión explosiva de los elastómeros secundarios se deben a las operaciones de alta presión y a la exposición a gases ácidos como el H 2 S.
- Comida y bebida: La higiene es lo más importante; las juntas deben ser capaces de soportar tratamientos cáusticos de limpieza in situ (CIP) y vapor a alta temperatura sin favorecer la proliferación de bacterias ni experimentar la degradación del material.
- Procesamiento químico: Se centra en la contención completa de medios tóxicos o volátiles, normalmente con juntas presurizadas dobles para garantizar que cualquier fuga primaria sea de un fluido tampón inofensivo en lugar del medio de proceso.
- Agua y aguas residuales: El equipo debe ser capaz de trabajar con lodos abrasivos y gravilla en suspensión, que es una pasta abrasiva y provoca un rápido desgaste erosivo en la interfaz de la junta primaria.
- Generación de energía: Los sistemas se ven afectados por ciclos térmicos extremos y vapor a alta velocidad, que pueden provocar una rápida fatiga térmica y distorsión física de los conjuntos giratorios.
Cómo los acoplamientos de alto rendimiento KUNLONG eliminan los fallos en origen
Aunque el análisis de fiabilidad suele terminar en la cara de la junta, los ingenieros veteranos reconocen que el acoplamiento es el guardián silencioso de la interfaz mecánica. El hardware de KUNLONG aborda el fallo sistémico en su fuente energética: el tren de transmisión. Dado que la mayoría de las roturas de juntas se originan por vibraciones excesivas y desalineación del eje, proporcionamos la estabilidad fundamental necesaria para que las juntas alcancen su máxima vida útil de diseño.
El alto rendimiento de KUNLONG acoplamientos y acoplamientos de garras están diseñados para soportar las cargas industriales más exigentes, ofreciendo una resistencia superior a la corrosión y una gran capacidad de carga. Para garantizar una sincronización casi perfecta, mantenemos una tolerancia exacta de 0,0005 mm, una garantía de precisión de 99,9995% que elimina el "micromovimiento" fatal para las frágiles caras de las juntas. Nuestro riguroso mecanismo de control de calidad somete cada lote a un proceso de inspección de 15 puntos, lo que garantiza una vida útil certificada de más de 20.000 ciclos.
Ya se trate de temperaturas extremas o de propiedades antibacterianas de grado médico, nuestros acoplamientos actúan como un "amortiguador" mecánico contra el estrés operativo. Al neutralizar las vibraciones armónicas antes de que lleguen a la cámara de la bomba, Kunlong no se limita a suministrar hardware, sino que ofrece una completa póliza de seguro para la integridad de su sistema de estanquidad. Nuestras soluciones están diseñadas para quienes se niegan a comprometer la estabilidad, garantizando que su equipo siga funcionando en los entornos más hostiles.

Tendencias futuras en tecnología de estanquidad de alto rendimiento
El futuro de la estanquidad se caracteriza por el paso de los componentes mecánicos a los llamados sistemas inteligentes. Estamos asistiendo a la aparición de juntas inteligentes con microsensores que proporcionan información en tiempo real sobre la temperatura de la cara, la presión y los índices de fuga. Estos sensores se introducen en sistemas de mantenimiento predictivo basados en IA que tienen la capacidad de calcular la vida útil restante (RUL) de una junta, basándose en las condiciones reales de funcionamiento.
Asimismo, la ciencia de los materiales avanza hacia caras de sellado autolubricantes recubiertas de diamante, que pueden soportar largos periodos de funcionamiento en seco sin sufrir daños. Junto con estos avances, también se desarrollará el uso de hardware de alta precisión, como los acoplamientos de Kunlong, que se combinarán con los sensores del IoT para ofrecer una "puntuación de salud" exhaustiva de todo el conjunto giratorio. El objetivo es un futuro sin fugas en el que los fallos se anticipen y eviten semanas antes de que puedan producirse.
Conclusión
El fallo de las juntas no es una casualidad; es una manifestación física de factores de estrés previsibles. Mediante un examen sistemático de las causas fundamentales, entre las que se incluyen el funcionamiento en seco, la desalineación mecánica, etc., los operadores industriales podrán convertir sus departamentos de mantenimiento en bomberos líderes en fiabilidad. Para tener éxito en este esfuerzo, no sólo es necesario disponer de juntas de alta calidad, sino también dedicarse a la instalación de precisión, la compatibilidad de materiales y el uso de herrajes de transmisión de alto rendimiento para separar la junta de las fuerzas destructivas. Por último, la búsqueda de la integridad de la estanquidad es un proceso de consecución de la estabilidad sistémica, en el que todas las piezas de la máquina funcionan al unísono para garantizar que el guardián silencioso de la estanquidad nunca tropiece.