










Qué es la uniformidad de la temperatura (y por qué es diferente de la estabilidad y la precisión)
La uniformidad de la temperatura es la diferencia máxima de temperatura entre los puntos de medición más caliente y más frío dentro del volumen de trabajo de una cámara en estado estacionario. Responde a una pregunta: ¿experimenta cada muestra dentro de la cámara las mismas condiciones térmicas?
A menudo se confunde con dos parámetros relacionados pero distintos:
| Parámetro | Qué mide | Especificación típica |
|---|---|---|
| Uniformidad (espacial) | Variación de la temperatura en diferentes lugares del espacio de trabajo | ±1°C (estufa de laboratorio de precisión) a ±10°C (secador industrial de gran tamaño) |
| Estabilidad (temporal) | Variación de la temperatura en un único punto a lo largo del tiempo | ±0,3°C a ±0,5°C en estado estacionario |
| Precisión | Diferencia entre la consigna indicada y la temperatura real en la sonda de regulación | Resolución de visualización de ±0,1°C a ±0,3°C |
Piénselo así: la precisión indica si el termostato dice la verdad. La estabilidad le dice si mantiene esa verdad a lo largo del tiempo. La uniformidad indica si se oye en todos los rincones de la cámara.
En la práctica, estos tres parámetros interactúan. Una cámara puede tener una precisión y estabilidad excelentes en el sensor de control, mientras que los problemas de uniformidad hacen que las muestras situadas a 30 centímetros de distancia se horneen a una temperatura totalmente distinta. Para los ingenieros que especifican o utilizan equipos térmicos, la uniformidad suele ser el parámetro más importante, porque es el que determina si cada pieza, cada muestra y cada lote salen iguales.
AMS 2750, la norma de pirometría aeroespacial, clasifica la uniformidad de los hornos de Clase 1 (±3°C) a Clase 6 (±28°C). Esta gama pone de manifiesto que los requisitos de uniformidad varían enormemente en función de la aplicación. Un horno de laboratorio de precisión y una gran línea de curado industrial operan en universos de expectativas diferentes. Comprender en qué universo se encuentra usted es el primer paso.
| Parámetro | Definición | Qué ocurre cuando falla | Parámetro típico |
|---|---|---|---|
| Uniformidad (espacial) | Diferencia máxima de temperatura en el volumen de trabajo | Las muestras en diferentes posiciones experimentan diferentes historias térmicas - inconsistencia del lote, curado parcial, datos de prueba poco fiables. | ±1°C a ±10°C según la aplicación |
| Estabilidad (temporal) | Fluctuación de la temperatura en un único punto a lo largo del tiempo | Deriva del proceso durante las pruebas de larga duración, predicciones de vida útil acelerada no válidas | ±0,3°C a ±0,5°C |
| Precisión | Diferencia entre la temperatura de consigna y la temperatura real en la sonda | Desviación sistemática en todas las lecturas de temperatura, deriva de calibración | Indicación de ±0,1°C a ±0,3°C |
El coste real de la falta de uniformidad térmica
La falta de uniformidad de la temperatura no es un margen de error tolerable: es un defecto estructural que erosiona sistemáticamente la calidad del producto, la normativa y los márgenes operativos. Comprender todo el alcance de su impacto transforma la uniformidad de una casilla de verificación de la hoja de especificaciones en una prioridad empresarial.
Fallos de calidad de los productos en todas las industrias
Las consecuencias de la falta de uniformidad son específicas de cada sector, pero la pauta es universal: un calentamiento desigual produce resultados desiguales, y los resultados desiguales producen residuos.
En la fabricación de productos farmacéuticos, la uniformidad de la temperatura durante el secado controla directamente la uniformidad del contenido de humedad en un lote de comprimidos. Un caso documentado de la comunidad r/pharma describía una instalación en la que los comprimidos cercanos a la entrada de aire medían 2,1% de humedad, mientras que los alejados medían 4,8%. Esta diferencia situaba el lote muy lejos de la uniformidad exigida por la FDA. El resultado: 100.000 comprimidos desechados, una parada de la línea de producción y una investigación de auditoría de calidad. Tras cambiar a un sistema de convección forzada con un diseño de flujo de aire y un sellado adecuados, la uniformidad de la humedad mejoró a ±0,3% y el tiempo de secado se redujo de 8 a 5 horas.
En el curado de materiales compuestos aeroespaciales, se requiere una uniformidad de temperatura de entre ±3 °C y ±5 °C en toda la envoltura de curado para lograr la adhesión especificada entre la fibra y la matriz. Un punto frío de 5°C en un autoclave puede producir una sección de laminado con una reticulación incompleta de la resina. El defecto es invisible a simple vista pero catastrófico en servicio. AMS 2750 Clase 2 (±6°C) es el mínimo típico para aplicaciones de curado de compuestos.
En las pruebas de fiabilidad de los componentes electrónicos, el envejecimiento térmico y la quema a temperaturas no uniformes corrompen las predicciones de las pruebas de vida útil acelerada. Cuando una zona de la placa de circuito impreso experimenta un estrés térmico sistemáticamente diferente, el análisis del modo de fallo pierde sentido: los datos señalan problemas que no existen y ocultan otros que sí.
Cumplimiento de la normativa y riesgo de auditoría
La uniformidad de la temperatura no es sólo una cuestión de ingeniería. Es un requisito reglamentario incluido en normas internacionales que tienen peso jurídico y comercial.
IEC 60068-3-7:2020, la norma internacional para mediciones en cámaras de temperatura, regula cómo se verifica la uniformidad en las pruebas ambientales A (Frío) y B (Calor seco). Su revisión de 2020 introdujo un cambio fundamental: el lenguaje pasó de "debería" a "deberá", transformando la verificación de la uniformidad de una recomendación en un requisito. Las cámaras que no cumplen los criterios de uniformidad especificados ya no son simplemente subóptimas. Son no conformes.
Para el tratamiento térmico aeroespacial, la norma AMS 2750 exige la realización periódica de inspecciones de uniformidad de temperatura (TUS) y pruebas de precisión del sistema (SAT). Si no se mantiene la uniformidad documentada dentro de la clase especificada, las piezas pueden ser rechazadas por los auditores de los fabricantes de equipos originales, independientemente de que las propias piezas no tengan defectos. La documentación es tan importante como el rendimiento.
En las pruebas de estabilidad farmacéutica, la norma ICH Q1A exige que se documenten las condiciones de temperatura y humedad en todo el volumen de almacenamiento. FDA 21 CFR Parte 211.63 ordena que el equipo utilizado en la fabricación de medicamentos "tendrá un diseño apropiado, un tamaño adecuado y una ubicación apropiada para facilitar las operaciones para su uso previsto." Los auditores interpretan que esta cláusula general incluye la uniformidad demostrada de la temperatura.
El hilo común: si no se puede demostrar la uniformidad, no se puede demostrar la conformidad. Y si no se puede demostrar el cumplimiento, no se puede embarcar.
Costes ocultos: Desperdicio de energía, pérdida de rendimiento y reprocesado
Incluso cuando la falta de uniformidad no provoca el fracaso del producto, impone un impuesto silencioso a las operaciones.
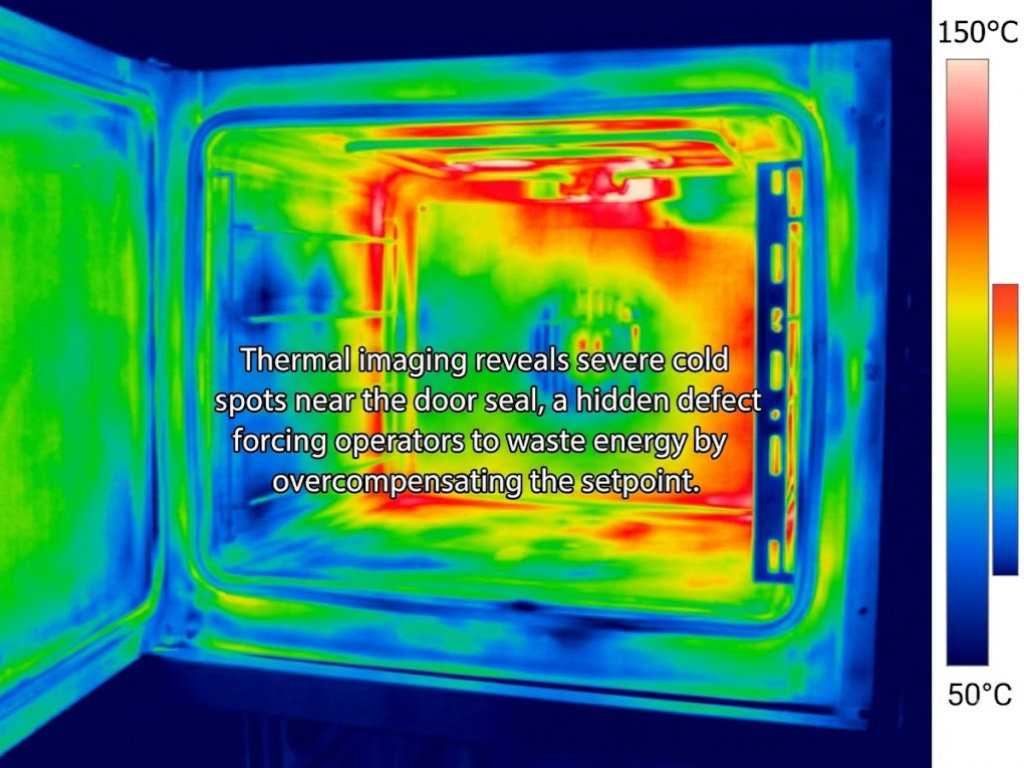
Cuando los operarios saben que una cámara tiene zonas calientes y frías, la respuesta instintiva es aumentar la temperatura de consigna o prolongar el tiempo de remojo como seguro. La lógica es sencilla: asegurarse de que incluso la zona más fría cumple los requisitos mínimos. Esta sobrecompensación aumenta el consumo de energía entre 15% y 30%, dependiendo de la gravedad de la falta de uniformidad y de la calidad del aislamiento de la cámara.
Paralelamente, el rendimiento se resiente. Ampliar a 8 horas un ciclo de secado de 5 horas para compensar la distribución desigual del calor supone 37,5% menos de lotes por turno. En una línea de producción multicámara, esto se traduce en una importante pérdida de capacidad.
Luego está la reelaboración. Las piezas que salen de las zonas frías con un curado insuficiente o de las zonas calientes con un secado excesivo deben desecharse o reprocesarse. Cada ciclo de reprocesado consume más energía, mano de obra y tiempo de producción. Mientras tanto, la causa principal sigue sin abordarse.
Normas y parámetros del sector para la uniformidad de la temperatura
Si está especificando o haciendo funcionar un equipo térmico, la norma que rige su aplicación lo determina todo: la uniformidad que necesita, cómo medirla y cómo demostrársela a un auditor. Empiece por la norma y, a continuación, retroceda hasta la especificación de la cámara.
| Estándar | Industria / Aplicación | Requisito de uniformidad | Método de ensayo | Notas clave |
|---|---|---|---|---|
| IEC 60068-3-7:2020 | Pruebas ambientales (electrónica, automoción) | Dependiente de la cámara, verificado mediante medición | Medición con y sin carga | La revisión de 2020 ha cambiado "debería" por "deberá"; cubre las pruebas A (Frío) y B (Calor seco). |
| AMS 2750 | Tratamiento térmico aeroespacial | Clase 1 (±3°C) a Clase 6 (±28°C) | TUS + SAT | Requiere una nueva encuesta periódica; la documentación es auditable. |
| GB/T 10586-2025 | Cámaras de ensayo de humedad/calor (China) | d1,5°C (-40 a +100°C); d2,0°C (+100,1 a +150°C) | Medición en estado estacionario con una red de sensores específica | Edición actualizada de 2025; norma nacional china para cámaras ambientales |
| ASTM E145 | Hornos de laboratorio | Especificado por clase de horno | Cartografía de la red de termopares | Referencia común en calibración trazable a NIST |
| DIN 12880 | Hornos e incubadoras de laboratorio (UE) | Especificado por clase de dispositivo | 9 a 27 termopares de medición de rejilla | Norma alemana; ampliamente adoptada en los laboratorios de ensayo europeos |
| ICH Q1A | Pruebas de estabilidad farmacéutica | ±2°C y ±5% HR típica | Mapas de temperatura y humedad | Obligatorio para los estudios de estabilidad de medicamentos presentados a la FDA/EMA |
Una cámara que indica una uniformidad de ±1 °C pero que nunca ha sido verificada según la norma exigida por su sector es una laguna de conformidad a la espera de salir a la luz durante una auditoría.
Cuatro factores del sistema que determinan la uniformidad de la cámara
El número de uniformidad de la ficha técnica de una cámara es el resultado, pero no dice nada sobre si la cámara mantendrá esa uniformidad en condiciones reales de funcionamiento, con cargas reales, durante años de servicio. Para evaluar correctamente la uniformidad, hay que tener en cuenta los cuatro subsistemas que la producen.
Diseño del flujo de aire: la mayor influencia
El aire es el medio de transferencia de calor en las cámaras de convección forzada. La forma en que se mueve determina adónde va el calor.
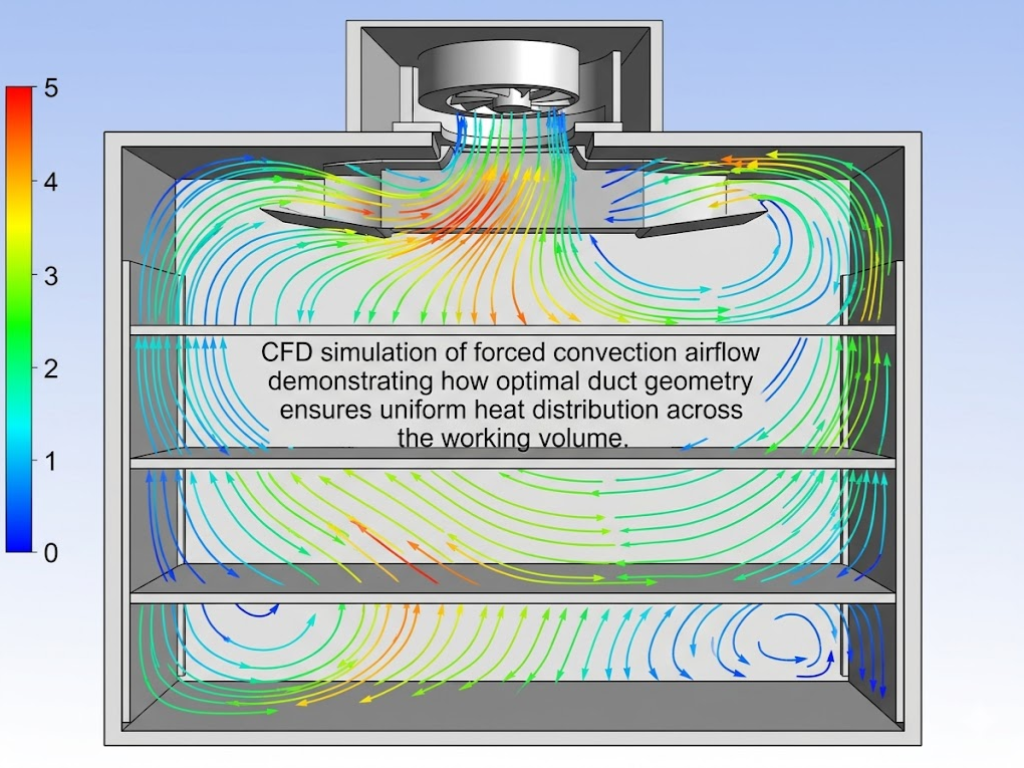
Los sistemas de convección forzada, que utilizan ventiladores para hacer circular el aire de forma activa a través de los elementos calefactores y por todo el volumen de trabajo, suelen conseguir una uniformidad de ±2°C. La convección natural, en la que el aire caliente asciende pasivamente sin ayuda mecánica, puede producir diferencias de temperatura de entre 5 °C y 10 °C entre la parte superior y la inferior de la cámara. La diferencia no es sutil: es la distancia entre un instrumento de precisión y una caja calefactada.
Pero la convección forzada por sí sola no basta. La calidad del diseño del flujo de aire -ubicación del ventilador, geometría del conducto y trayectoria de retorno del aire- determina si el aire en movimiento llega realmente a todos los rincones del volumen de trabajo. Las cámaras de gama alta utilizan carcasas de ventilador de voluta diseñadas según los principios de la espiral de Arquímedes, que distribuyen el aire uniformemente por los elementos calefactores antes de que entre en el espacio de trabajo. Las cámaras de aire de retorno garantizan que el aire que sale de la cámara sea capturado y reacondicionado, en lugar de crear desequilibrios de presión que arrastren el aire ambiente.
En el extremo de la precisión, las cámaras como la serie Forma 3960 de Thermo Scientific utilizan un flujo de aire laminar horizontal a través de plénums laterales. Un plenum de alimentación de presión positiva en un lado y un retorno de presión negativa en el otro consiguen una uniformidad tan ajustada como ±0,3 °C.
Calidad del aislamiento e integridad del límite térmico
Ni siquiera el mejor diseño del flujo de aire puede compensar las fugas de calor a través de las paredes. El aislamiento determina la condición límite térmica en las seis superficies interiores. Dado que las paredes son las superficies más frías de una cámara de calefacción, también es en ellas donde se originan los puntos fríos.
Entre los materiales típicos de aislamiento de cámaras se encuentran la lana mineral, la espuma de poliuretano (paneles PUF de 60 mm a 120 mm de grosor, densidad e1 kg/pie cúbico) y el algodón de silicato de aluminio. Todos son ignífugos y dimensionalmente estables en toda la gama de temperaturas de funcionamiento. Un aislamiento más grueso reduce la pérdida de calor de la pared, pero el beneficio de la uniformidad no es lineal: más allá de aproximadamente 100 mm, la mejora incremental es marginal para la mayoría de las aplicaciones.
Más insidiosos que las pérdidas uniformes en las paredes son los puentes térmicos. Se trata de puntos en los que el aislamiento se ve afectado localmente. Las entradas de cables, los orificios de acceso a las pruebas y los marcos de las puertas crean caminos de menor resistencia térmica. Un orificio para cables de 6,1 cm (2,4 pulgadas) mal sellado puede producir una desviación local de la temperatura de entre 3 °C y 8 °C cerca de la penetración. Se trata de un punto frío que el flujo de aire por sí solo no puede corregir por completo.
Carga de la muestra y obstrucción del flujo de aire
La causa más común de los problemas de uniformidad no es un defecto de diseño en la recámara. Es la forma en que se carga la recámara.
Cuando las muestras se empaquetan densamente, se apilan contra las paredes o se colocan directamente delante de las rejillas de suministro y retorno, alteran el patrón de flujo de aire para el que se diseñó la cámara. El resultado es evidente: las zonas con flujo de aire restringido se calientan o enfrían más que las zonas con flujo de aire libre.
Las mejores prácticas del sector, reflejadas en los manuales de cámaras de fabricantes como ESPEC, recomiendan mantener el volumen total de las muestras por debajo de aproximadamente un tercio del volumen interno de la cámara. Las muestras individuales deben mantener una distancia mínima de 50 mm de las paredes interiores y de 100 mm de los conductos de suministro y retorno de aire. Las muestras disipadoras de calor suponen un reto adicional. Los componentes electrónicos, las matrices de LED y los motores en funcionamiento inyectan calor localmente y pueden crear puntos calientes entre 5 °C y 10 °C por encima del punto de ajuste si no se tienen en cuenta en la capacidad de refrigeración de la cámara.
Integridad de la estanquidad: el factor que la mayoría de los ingenieros pasan por alto
Si el flujo de aire es el motor de la uniformidad y el aislamiento es el chasis, la estanqueidad es la puerta que mantiene cerrado todo el sistema. Una junta de puerta defectuosa crea un diferencial de presión entre el interior de la cámara y el entorno. Ese diferencial atrae el aire frío del ambiente por un lado y deja escapar el aire caliente de la cámara por otro. El resultado es un bucle de convección que ni el ventilador ni el calefactor pueden corregir por completo.
Los signos de fallo del sellado se pueden medir antes de que sean visibles: el consumo de energía aumenta más de 15% por encima de la media histórica en los valores de consigna de alta temperatura, el tiempo de recuperación de la temperatura tras la apertura de la puerta se prolonga más de 5 minutos por encima del valor de referencia original y la formación de escarcha en la zona de prueba durante el funcionamiento a baja temperatura.
El método estándar de detección de fugas es una prueba de mantenimiento de la presión diferencial: presurizar la cámara a aproximadamente 500 Pa y verificar que la caída de presión durante 5 minutos no supera los 50 Pa. Para la localización de averías sobre el terreno, una solución de agua jabonosa (1:3 de jabón para vajilla y agua) aplicada a los bordes de las juntas de las puertas y a los marcos de las ventanas revela las fugas mediante la formación de burbujas. Las imágenes térmicas a -40 °C o +150 °C proporcionan la imagen más detallada, revelando no sólo fugas en las juntas, sino también fallos de aislamiento ocultos en las paredes de la cámara.
Las juntas de puerta de caucho de silicona son el estándar del sector para cámaras ambientales, con una clasificación para servicio continuo de aproximadamente -70°C a +260°C. Para aplicaciones que impliquen una exposición química agresiva o un funcionamiento prolongado bajo cero, las juntas de silicona fluorada ofrecen un rango de temperatura más amplio y una resistencia química superior.
Pero una junta sólo es tan buena como los herrajes que la sujetan. Esto nos lleva al factor más olvidado de la uniformidad de la temperatura.
El factor que se pasa por alto: Cómo los componentes de hardware hacen o deshacen la uniformidad
La uniformidad de la temperatura de una cámara de pruebas se determina en última instancia en el momento en que se cierra la puerta. La banda de sellado, las bisagras que la alinean, los cierres que la comprimen y los puertos de acceso que la atraviesan: estas cuatro categorías de hardware forman una defensa de 360° contra los gradientes térmicos que destruyen la uniformidad. Cualquier punto débil en uno de ellos abre una brecha que ninguna optimización del flujo de aire puede cerrar.

Sellos y juntas para puertas - El límite térmico de 360
La junta de la puerta es el único componente que abarca todo el perímetro de la abertura más grande de la cámara. Su función es mantener una superficie de contacto continua y de presión uniforme contra el cuerpo de la cámara a cualquier temperatura a la que ésta funcione, desde -70 °C en frío hasta +260 °C en seco.
La selección del material es el primer punto de decisión. Las juntas estándar de caucho de silicona cubren la gama de temperaturas que necesitan la mayoría de las cámaras. Las mejoras de la silicona fluorada amplían la resistencia química para aplicaciones farmacéuticas y biomédicas en las que se utilizan agentes de limpieza a base de alcohol. El EPDM es una alternativa económica para temperaturas moderadas, pero carece de la resistencia a temperaturas extremas de la silicona.
Más allá del material, el diseño estructural es importante. Las juntas de un solo labio proporcionan una línea de contacto; las juntas de doble labio crean una configuración de doble barrera que puede mejorar la uniformidad de la temperatura en la región de los bordes entre 30% y 50% al atrapar una bolsa de aire estático entre los dos labios. Los diseños de montaje en canal en U distribuyen la fuerza de compresión de forma más uniforme que las juntas adhesivas planas, lo que reduce la probabilidad de que se produzcan huecos localizados a medida que envejece la junta.
El mantenimiento de las juntas es sencillo, pero a menudo se descuida. Las juntas de silicona en cámaras de uso muy frecuente (varias aperturas de puerta al día) suelen requerir una sustitución cada 2 ó 3 años. En entornos de menor frecuencia, puede prolongarse de 5 a 7 años. El procedimiento de sustitución es importante: precalentar una junta nueva a 60 °C durante 30 minutos antes de instalarla relaja el material y garantiza un ajuste uniforme. Los tornillos de montaje deben apretarse en diagonal con un par de apriete aproximado de 1 Nm para evitar deformaciones.
Bisagras y alineación de puertas - La geometría de un cierre perfecto
Una junta de puerta sólo puede cumplir las especificaciones si la puerta se une al cuerpo de la cámara con una holgura uniforme en todo el perímetro. Las bisagras son la base geométrica de esa alineación. Están sometidas a una tensión mecánica constante.
Una puerta de cámara de pruebas industrial típica pesa más de 100 kg. A lo largo de miles de ciclos de apertura y cierre, la gravedad tira de la puerta hacia abajo, los pasadores de las bisagras se desgastan y la puerta se hunde. Se abre un hueco en la esquina superior opuesta al lado de la bisagra. Cuando esa holgura supera los 0,3 mm aproximadamente, la junta ya no puede mantener una compresión uniforme y comienzan las fugas.
La analogía automovilística es acertada: una puerta de coche con las bisagras desgastadas produce ruido de viento a velocidad de autopista porque la junta ya no se comprime uniformemente. En una cámara de pruebas, el "ruido del viento" equivalente es una desviación de la temperatura de entre 3 °C y 5 °C en el punto de fuga que empeora con el tiempo.
Las bisagras de alta carga, capaces de soportar 20.000 o más ciclos de apertura-cierre, son esenciales para las cámaras en entornos de producción. Los diseños de bisagras ajustables permiten a los equipos de mantenimiento corregir pequeñas deformaciones antes de que se conviertan en un fallo de estanquidad. Ese ajuste sobre el terreno puede prolongar tanto la vida útil de la junta como la estabilidad de la uniformidad. La comprobación de campo estándar es una galga de 0,1 mm: debe encontrar una resistencia ligera y uniforme cuando se pasa alrededor de toda la costura de la puerta cerrada. Cualquier posición en la que la galga pase libremente indica una desalineación que requiere corrección.
Cerraduras de compresión y mecanismos de cierre - Fuerza de cierre sostenida
La cerradura de una puerta de cámara hace algo más que asegurar la puerta. Genera y mantiene la fuerza de compresión que presiona la junta contra el cuerpo de la cámara. Esa fuerza debe ser uniforme en todo el perímetro de la puerta y estable durante miles de ciclos de funcionamiento.
Las cerraduras de un solo punto concentran toda la fuerza de compresión en un lugar, normalmente el lado de la manilla. El resultado es una compresión máxima del cierre cerca de la cerradura, que disminuye progresivamente hacia el lado de la bisagra. Las cerraduras de compresión multipunto (tres o más puntos de cierre distribuidos a lo largo del borde de la puerta) pueden reducir el gradiente de temperatura del borde resultante entre 20% y 40%. Se trata de una importante ganancia de uniformidad que se consigue únicamente mediante la selección de componentes.
La pérdida de fuerza de cierre es el problema oculto. Las cerraduras de leva con muelle estándar pueden perder entre 15% y 25% de su fuerza de cierre durante el primer año de uso en producción, a medida que se produce la fatiga del muelle y se desgastan las superficies de contacto del pestillo. Este aflojamiento gradual es invisible para los operarios -la puerta sigue dando la sensación de estar cerrada-, pero la compresión de la junta en el borde más alejado de la cerradura ya se ha degradado lo suficiente como para permitir microfugas.
Los mecanismos de cierre ajustables que permiten recalibrar periódicamente la fuerza de cierre constituyen una práctica contramedida. En el extremo superior, los cierres de compresión autoajustables compensan automáticamente la compresión de la junta ajustada con el tiempo, manteniendo una presión constante de la junta a través de 0,5 mm a 1,5 mm de deformación de la junta sin intervención manual.
Puertos de cables y aberturas de acceso: las vías de fuga olvidadas
Cada penetración a través de la pared de una cámara es una fuga térmica potencial. Los puertos de cables para el cableado de los sensores, los orificios de acceso para los dispositivos de prueba y los marcos de las ventanas interrumpen el límite térmico. Los componentes de sellado de estos puntos reciben mucha menos atención que la junta de la puerta.
El diámetro estándar del puerto del cable en la mayoría de las cámaras es de aproximadamente 6,1 cm (2,4 pulgadas), sellado con un tapón de goma o silicona. Durante meses de ciclos térmicos, los tapones de goma se endurecen y encogen. El proceso se acelera tanto a altas como a bajas temperaturas extremas. Un tapón que encaja perfectamente cuando es nuevo puede desarrollar un hueco anular de 0,5 mm después de un año de servicio, creando una vía de fuga que una cámara termográfica identificará fácilmente como una desviación local de 3 °C a 8 °C.
Los tapones de silicona para puertos superan a los de caucho tanto en rango de temperaturas como en resistencia al envejecimiento. Los conjuntos de sellado multicapa, con un tapón de compresión interior, una capa aislante intermedia y una tapa exterior, proporcionan una protección redundante. La recomendación práctica de mantenimiento es sencilla: incluya los puertos de cables y las aberturas de acceso en la rutina trimestral de inspección de las juntas de las puertas. Lo que muestra la cámara térmica en los puertos suele ser más revelador que lo que se ve en la puerta.
La mayoría de las especificaciones de equipos tratan las juntas, las bisagras, las cerraduras y los accesorios de los puertos como algo secundario. Sin embargo, estas cuatro categorías de herrajes son las que determinan si una cámara mantiene su uniformidad de fábrica a lo largo de los años de servicio o si se desplaza gradualmente hacia la no conformidad. Cuando la puerta de una cámara deja de sellar perfectamente, todas las especificaciones de la hoja de datos se vuelven irrelevantes. El hardware que mantiene la puerta cerrada, alineada y uniformemente comprimida no es un accesorio del sistema térmico. Es el último eslabón de carga del sistema térmico.
Asegure el límite térmico de su cámara con herrajes KUNLONG
Para las cámaras de pruebas medioambientales y los hornos industriales, los herrajes estándar no son suficientes. Con casi 20 años de experiencia y más de 20.000 clientes en todo el mundo, KUNLONG ingenieros componentes estructurales (cerraduras, bisagras y manillas) diseñados específicamente para eliminar los puentes térmicos y los fallos de estanqueidad.
- Tolerancia extrema: Hardware y componentes de silicona de grado médico aptos para servicio continuo desde -70℃ a +260℃, soportando más de 1000 horas de pruebas de niebla salina.
- Precisión sin concesiones: Márgenes de error estrictamente controlados para 0,0005 mmRespaldado por una garantía de más de 20.000 ciclos de apertura-cierre para evitar el deterioro de la fuerza de cierre.
- Personalización rápida: Descargas CAD 3D gratuitas, modelos 3D personalizados en 7 días y muestreo rápido para adaptarse perfectamente a la geometría específica de su cámara.
Mejora el último eslabón de carga de tu cámara.
Correo electrónico: yuki@kunlong.net
Teléfono: +86 18024916751 | Tel: 86-769-22687696
Verificación y mantenimiento de la uniformidad de la temperatura a largo plazo
Entender qué rompe la uniformidad es útil. Saber cómo verificarlo y mantenerlo verificado durante años de funcionamiento es lo que separa un proceso fiable de un dolor de cabeza recurrente.
Métodos de verificación
El mapeo de temperatura es el método de verificación estándar. Según la norma DIN 12880, se colocan de 9 a 27 termopares calibrados en una cuadrícula tridimensional por todo el volumen de trabajo y se registran los datos de temperatura en estado estacionario. La diferencia entre las lecturas más alta y más baja en un momento dado es la cifra de uniformidad.
La norma IEC 60068-3-7:2020 especifica que el mapeo debe realizarse tanto sin carga como con una carga representativa, ya que la carga de la muestra modifica el flujo de aire y la distribución del calor. Para las cámaras utilizadas en aplicaciones aeroespaciales, la norma AMS 2750 exige la realización periódica de inspecciones de uniformidad de temperatura (TUS) a intervalos determinados por la clase de horno. Las clases más estrictas requieren revisiones más frecuentes.
En China, la norma JJF 1101-2003 establece la especificación de calibración de los equipos de pruebas medioambientales, utilizando un método de medición de 9 o 27 puntos coherente con la práctica internacional.
Lista de mantenimiento
La uniformidad se degrada gradualmente. La siguiente cadencia de mantenimiento detecta los problemas antes de que se conviertan en averías:
La analogía del mantenimiento de automóviles es válida: no se espera a que se rompa la correa de distribución para sustituirla. La uniformidad de la temperatura merece la misma disciplina preventiva. El coste de detectar un fallo de uniformidad durante una auditoría de un cliente o una investigación de calidad de un lote es mucho mayor que el coste del mantenimiento que lo evita.
Referencias
- IEC. "IEC 60068-3-7:2020 - Ensayos ambientales - Parte 3-7. Documentación de apoyo: Documentación de apoyo y guía - Mediciones en cámaras de temperatura". 2020. https://webstore.iec.ch/en/publication/63798
- SAE Internacional. "AMS 2750 - Pirometría". Edición actual. https://www.sae.org/standards/content/ams2750/
- Administración de Normalización de China. "GB/T 10586-2025 - Especificaciones técnicas para cámaras de ensayo de humedad y calor". 2025.
- ASTM Internacional. "ASTM E145 - Especificación estándar para hornos de convección por gravedad y ventilación forzada". Edición actual.
- Instituto Alemán de Normalización. "DIN 12880 - Aparatos eléctricos de laboratorio - Hornos de calentamiento e incubadoras". Edición actual.
- ICH. "ICH Q1A(R2) - Pruebas de estabilidad de nuevas sustancias y productos farmacéuticos". 2003. https://www.ich.org/page/quality-guidelines
- NIST. "Gregory F. Strouse - Metrología de la temperatura". Instituto Nacional de Normas y Tecnología. https://www.nist.gov/people/gregory-f-strouse
- FDA DE EE.UU. "21 CFR Parte 211 - Buenas prácticas actuales de fabricación de productos farmacéuticos acabados". https://www.accessdata.fda.gov/scripts/cdrh/cfdocs/cfcfr/CFRSearch.cfm?CFRPart=211





