Introduction
La précision et la fiabilité ne sont pas seulement des qualités souhaitables dans le monde de la fabrication, ce sont des nécessités. La pince à genouillère est un outil faussement simple, mais très important, au cœur de nombreux processus de fabrication, d'assemblage et d'essai. Il s'agit d'un outil simple, dont le but est de maintenir une pièce en place. Mais il est tout sauf anodin de connaître la force qu'il produit réellement, la force de serrage. Une mauvaise estimation de cette force peut entraîner des échecs désastreux, une mauvaise qualité des produits ou, à tout le moins, des opérations inefficaces.
Cet article explore la mécanique, les mathématiques et la réalité de la fabrication de la force d'une pince à genouillère. Nous découperons les maxima théoriques, nous ferons face à l'inévitable perte d'efficacité et nous donnerons une méthodologie claire pour déterminer la force de serrage réellement nécessaire. Nous espérons qu'en comblant le fossé entre la formule de base du manuel et les performances réelles, nous permettrons aux ingénieurs, aux machinistes et aux spécialistes de l'approvisionnement d'avoir les connaissances nécessaires pour choisir et utiliser ces outils inestimables en toute confiance pour leur application spécifique. Nous commencerons par les principes de l'effet de levier, puis nous passerons aux procédures de test rigoureuses qui sont utilisées par les leaders du marché tels que Kunlong pour garantir une fiabilité qui peut résister aux exigences des environnements industriels à enjeux élevés.
Qu'est-ce que la force de serrage à genouillère ?
La force de serrage de la pince est la pression ou la force de fixation qui est directement appliquée à la pièce par la broche ou le tampon du mécanisme de serrage lorsque ce dernier est complètement engagé et verrouillé en position centrale. C'est ce que l'on appelle communément la charge du serre-joint.
Le principe de l'action à genouillère, une forme particulière de mécanisme de liaison à quatre barres, est utilisé pour créer cette force. L'état dans lequel les deux maillons centraux du mécanisme sont alignés pour créer une ligne droite (la position de surcentrage) est appelé basculement. Ceci est essentiel car, lorsque les maillons s'approchent de la ligne, une petite quantité de force exercée par l'opérateur (ou l'actionneur) est multipliée par un très grand nombre de fois au niveau de la broche, en raison de l'avantage mécanique quasi-infini de la géométrie juste avant le verrouillage. Cette caractéristique est communément comparée à un changement mineur qui ouvre un barrage pour gagner en puissance, ce qui offre une prise ferme avec peu d'effort. La conception de la pince est telle que lorsque le mécanisme est trop centré, la force est maintenue constante et sûre et ne peut être délogée tant que la pince n'est pas déverrouillée intentionnellement.
.webp)
Capacité de maintien de la pince à bascule Qu'est-ce que la capacité de maintien de la pince à bascule ?
Bien que ces termes soient utilisés de manière interchangeable dans le langage courant, il convient de faire une distinction importante entre la force de serrage de la pince à bascule et la capacité de maintien de la pince à bascule.
- Capacité de rétention (ou capacité nominale) : Il s'agit de la capacité maximale de maintien ou de la force maximale de serrage que la structure du collier peut supporter avant de subir une déformation permanente des composants du collier ou des dommages mécaniques. Il s'agit d'une valeur qui est généralement donnée par le fabricant et qui est principalement utilisée comme limite structurelle ou comme cote de sécurité. Cette valeur est généralement déterminée par l'application d'une charge constante jusqu'à ce que le bras ou la base du collier se déforme ou se fracture de manière permanente.
- Force de serrage (ou force de travail) : Il s'agit de la force de serrage résultante qui est effectivement utilisée par le serre-joint sur la pièce à usiner, que l'on peut également décrire comme la quantité effective de force délivrée. C'est la force qui peut être utilisée dans le travail pratique de maintien. Il est important de noter que la force de serrage effective est presque toujours bien inférieure à la capacité de serrage indiquée, en raison des pertes d'efficacité mécanique (frottement, flexion du matériau, etc.) dans le système de liaison.
En d'autres termes, la capacité de maintien vous informe sur ce que le collier peut supporter avant de se rompre et la force de serrage vous informe sur ce que le collier apporte à la pièce. N'utilisez jamais la capacité de maintien nominale pour concevoir votre application, mais utilisez la force de serrage calculée. Une mauvaise identification des deux est une erreur d'ingénierie similaire à celle qui consiste à confondre la vitesse maximale qu'un pneu peut théoriquement supporter avec la limite de vitesse réelle sur la route.
L'importance du calcul de la force de serrage
La détermination correcte de la force de serrage est d'une importance capitale pour un certain nombre de raisons opérationnelles :
- Sécurité des pièces : L'objectif principal est de s'assurer que la pièce ne bouge pas, ne vibre pas et ne se soulève pas au cours du processus d'usinage, de soudage ou d'assemblage. L'absence de force de serrage entraîne un broutage, des erreurs dimensionnelles, voire l'éjection désastreuse de la pièce.
- Protection des outils et de l'équipement : La pièce à usiner peut se déplacer, ce qui entraîne la rupture prématurée des outils (par exemple, les plaquettes de coupe), qui endommage l'équipement coûteux et entraîne de nombreux temps d'arrêt.
- Cohérence et contrôle de la qualité : Les processus doivent être répétables. Si la force de serrage n'est pas constante, la qualité de la pièce ne sera pas la même. Le calcul donne une mesure mesurable et reproductible du réglage.
- Éviter la déformation des pièces : La surcharge peut entraîner l'écrasement, le bosselage ou la déformation de pièces délicates ou à parois minces. Par exemple, dans le moulage du plastique, un serrage excessif peut affecter l'épaisseur de la paroi de la pièce finale ou provoquer des bavures, bien qu'il faille résister à la pression nécessaire dans la cavité. Grâce à un calcul approprié, la force utilisée sera suffisante pour maintenir la pièce tout en étant suffisamment douce pour préserver son intégrité - un équilibre délicat entre la préhension et la grâce.
.webp)
Calcul de la force de serrage
La force de serrage maximale théorique est calculée sur la base des principes physiques fondamentaux du levier et du concept d'avantage mécanique. Une pince à genouillère est un système de levier composé. Le produit des avantages mécaniques des systèmes de levier qui le composent, conduisant à l'action critique de la genouillère, est la multiplication de la force globale. Ce principe est également à la base de la mécanique d'un assemblage boulonné où une force axiale est créée par l'application d'un couple à une fixation filetée.
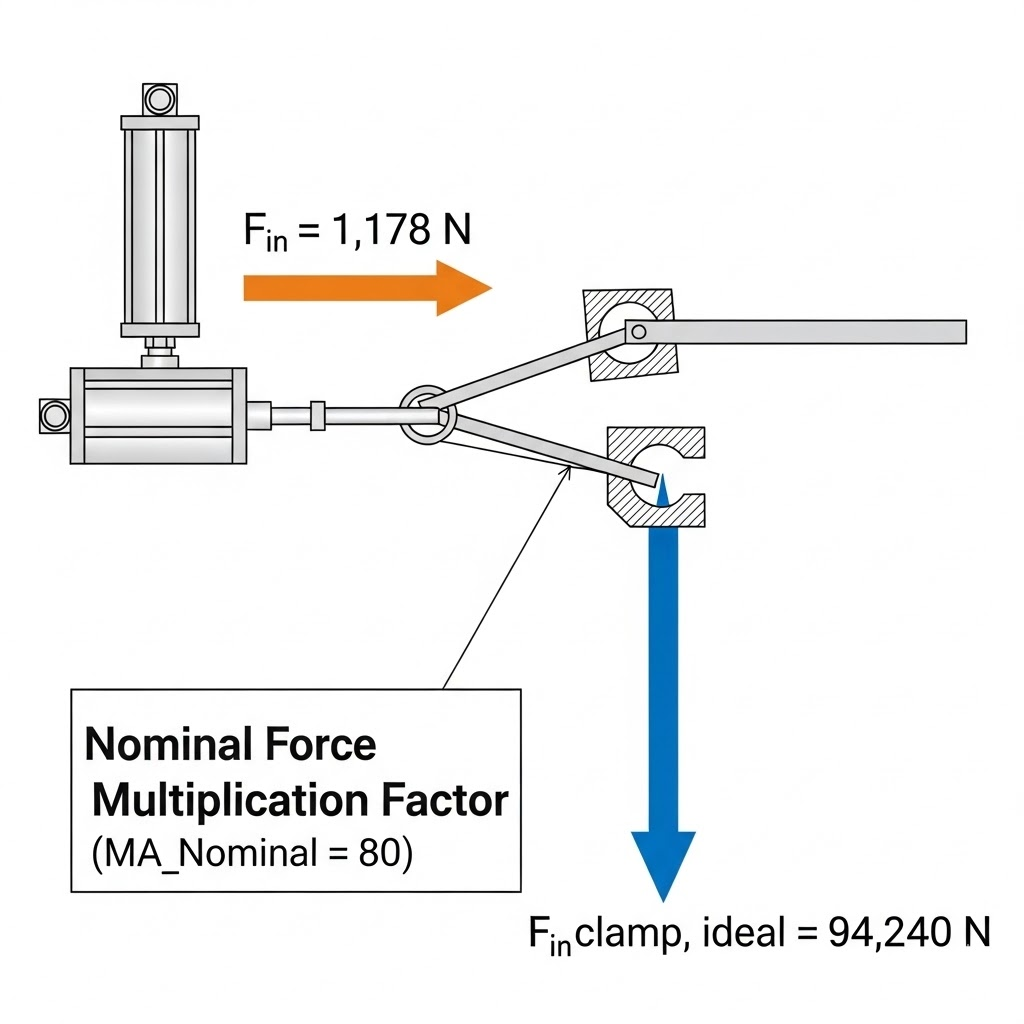
La force de serrage maximale théorique est une formule de base simple, mais idéalisée, basée sur le principe de la multiplication de la force nominale. Il s'agit d'un rapport géométrique de la multiplication de la force basée sur les longueurs de la poignée (entrée) et de la tringlerie (sortie) lorsqu'elles fonctionnent parfaitement et sans frottement.

Où ?
- F clamp, idéal est la force de serrage théorique.
- F in est la force d'entrée (la force exercée par l'opérateur ou l'actionneur).
- MA Nominal est l'avantage mécanique nominal ou le facteur de multiplication de la force, qui est généralement indiqué dans les fiches techniques du fabricant, sur la base de la géométrie des maillons lorsque le mécanisme s'approche de la serrure à centrage excessif.
L'avantage mécanique maximal est obtenu lorsque les deux maillons centraux sont alignés ( a→0). C'est là qu'intervient l'énorme effet de levier. Dans le cas d'une pince manuelle classique, la force d'entrée (F in ) est la force appliquée par la main de l'opérateur sur la poignée. Dans le cas d'une pince pneumatique, la force générée par le piston du vérin pneumatique est la force F in. Bien que cette formule idéalisée fournisse une limite supérieure rapide, il est important de garder à l'esprit qu'il s'agit d'une valeur qui ne peut jamais être atteinte dans un système mécanique réel.
Référence rapide : Données confirmées sur les performances de la pince à bascule
Ce tableau de données amélioré fournit des données de performance confirmées et non des données théoriques, ce qui est essentiel pour la sélection de solutions de serrage fiables par les ingénieurs et les spécialistes de la maintenance et de la réparation.
Les dimensions importantes ont été introduites pour relier la géométrie à la fiabilité, à la durabilité et à l'adéquation des matériaux dans le monde réel. Ces chiffres vous aideront à calculer correctement la force réelle appliquée à votre pièce à usiner et à planifier l'entretien à long terme.
| Rapport du levier d'entrée de la base | Nom. MA (MANominal) | Min. Efficacité (ηmin) | Multiplicateur de la force de travail effective (FActual) | Capacité max. Capacité de maintien (FHold) | Matériau | Est. Cycles d'exploitation (MRO) |
| 5:1 | 40 | 70% | 28 x force d'entrée | 150 kg | C.S. / Zinc | 18,000 |
| 8:1 | 80 | 75% | 60 x force d'entrée | 300 kg | C.S. / SS 304 | 24,000 |
| 10:1 | 120 | 78% | 93,6 x la force d'entrée | 500 kg | C.S. / SS 304 | 24,000 |
| 12:1 | 180 | 80% | 144 x force d'entrée | 750 kg | C.S. haute résistance | 20,000 |
| 15:1 | 270 | 82% | 221,4 x force d'entrée | 1000 kg | C.S. haute résistance | 18,000 |
Pourquoi la force du réel est inférieure à la force du calcul
La force maximale théorique, déterminée par des formules géométriques, est un fantôme, un objet purement mathématique, qui ne tient pas compte des faits physiques du mouvement et de la science des matériaux. Dans la pratique, la force de serrage réelle appliquée à la pièce est toujours et substantiellement inférieure à la force idéale, et cette différence s'explique par un certain nombre de facteurs incontrôlables.
Pour commencer, les principaux responsables sont les pertes par frottement. Le voleur silencieux de l'efficacité mécanique est le frottement. Toutes les articulations mobiles du mécanisme à genouillère, les pivots, les bagues et les surfaces de glissement offrent une résistance. Les axes qui relient les maillons ne permettent pas la rotation lorsque la force est transmise à travers la tringlerie. Cette résistance transforme une partie de l'énergie mécanique en chaleur perdue, ce qui diminue directement l'avantage mécanique effectif. Ces pertes peuvent être considérablement accrues par un mauvais usinage, une rugosité ou un manque de lubrification des goupilles, et peuvent facilement entraîner une perte de 15% à 35% de la force théorique. Ce concept de perte par frottement est similaire à ce que représente le facteur k (facteur d'écrou) dans les formules de calcul du couple de serrage des boulons, où le coefficient de frottement entre les filets et les surfaces d'appui influence grandement la charge de serrage obtenue pour une quantité donnée de couple appliquée par les outils dynamométriques. La formule de base d'un assemblage boulonné utilise souvent des tableaux ou des facteurs spécifiques tels que les tableaux de couple de serrage pour tenir compte de ces pertes de frottement dues à la force de rotation appliquée.
Deuxièmement, la déformation et l'usure des matériaux entraînent des pertes supplémentaires inévitables. Aucun matériau n'est absolument rigide. Les forces de serrage sont élevées, ce qui entraîne de petites déformations élastiques dans les composants des pinces elles-mêmes. La tension élevée du mécanisme de verrouillage entraîne une légère flexion du bras de la pince et de la plaque de montage de la base. Cet écart minime capte de l'énergie et modifie légèrement la géométrie des maillons, de sorte que les maillons n'atteignent pas la position de verrouillage théoriquement optimale de l'angle zéro ( a=0°), qui produit la force d'inertie maximale possible. En outre, les points d'articulation s'usent également avec le temps, formant un jeu mécanique. Ce jeu mécanique implique que la force d'entrée devra d'abord surmonter ce relâchement avant que la tension ne soit créée, ce qui à son tour réduit la force réelle appliquée à la pièce à usiner et réduit la répétabilité de l'action de serrage tout au long de la durée de vie de la pince.
Calcul de la force de serrage nécessaire
Le processus le plus important dans la conception des applications est l'identification de la force minimale requise pour maintenir la pièce à usiner. Cette détermination doit inclure un facteur de sécurité (FS) pour prendre en compte toutes les incertitudes de la vie réelle.
La force de serrage nécessaire est calculée comme le produit de la force maximale susceptible de desserrer la pièce, F dislodge, et du facteur de sécurité.

Le calcul de F dislodge doit être effectué en fonction du processus industriel particulier. Dans le cas d'une opération de fraisage, il s'agit de la composante la plus importante de la force de coupe qui est perpendiculaire à la direction de la pince. Dans le cas d'un gabarit de soudage, il s'agit de la force la plus élevée produite par la contraction et la dilatation thermiques. Dans le cas du moulage par injection, il s'agit de la force s'opposant à la pression de la cavité qui tente d'ouvrir le moule et d'expulser le plastique fondu, calculée en utilisant le calcul de la surface projetée sur la base de la surface projetée de la pièce perpendiculairement à la direction de serrage.
Le facteur de sécurité (FS) est un multiplicateur non dimensionnel qui est ajouté à la charge opérationnelle calculée pour représenter les incertitudes, les variations des matériaux, les contraintes imprévues et la variabilité du processus. Le choix du facteur de sécurité approprié est la clé d'un fonctionnement stable. Dans le cas d'un simple assemblage ou d'un travail léger, un SF de 1,5 à 2,0 peut suffire. Mais dans des conditions d'enjeux et de vibrations élevés, telles que l'usinage à grande vitesse ou les lignes de production automatisées, le FS doit être augmenté, généralement entre 3,0 et 5,0. Un facteur de sécurité accru est un coussin technique, de sorte que même lorsque la pince fonctionne à son efficacité la plus faible possible (peut-être en raison de l'usure ou d'un manque de lubrification), la force fournie reste bien supérieure à la force de délogement critique. Par exemple, lorsque la force de délogement calculée est de 600 N dans une opération de soudage et que nous choisissons un SF de 3,0 en raison du gauchissement thermique imprévisible, la force de serrage minimale réelle requise est de 600 N x 3,0 = 1800 N.
Calcul de la force de serrage réelle : Pertes d'efficacité
Pour faire passer la force idéale théorique F clamp, actual à une valeur pratique, nous devons introduire le terme Mechanical Efficiency(η) (efficacité mécanique). Ce facteur d'efficacité est la somme de toutes les pertes d'énergie causées par le frottement, la flexion des composants et le jeu de la tringlerie.
La force de serrage réelle (F clamp, actual F) est obtenue en multipliant la force idéale par le rendement mécanique(η).

Le rendement ( η ) est généralement représenté par une fraction ( 0,75 ). Dans le cas de pinces à genouillère industrielles normales et bien lubrifiées, le rendement mécanique(η) se situe entre 0,60 et 0,85 Les ingénieurs doivent toujours utiliser le facteur d'efficacité validé le plus bas fourni par un fabricant réputé ou, en l'absence d'un tel facteur, une estimation prudente telle que η= 0,65 peut être utilisée dans les calculs préliminaires.
La structure géométrique influence également la force de serrage effective. Par exemple, dans un serre-joint de bord, la position du point de serrage par rapport au point de pivot du bras de serrage et de la base modifie considérablement la force exercée sur la pièce à usiner. La force de serrage effective diminue au fur et à mesure que le point de serrage s'éloigne de l'avant de la base de la pince pour se rapprocher de l'extrémité du bras de serrage ou de l'extrémité de la barre. Il est donc important d'utiliser la longueur appropriée du bras de serrage standard ou, en cas d'utilisation d'une configuration spéciale, d'envisager un point de serrage intermédiaire. Les caractéristiques essentielles de la pince déterminent souvent l'endroit où la force maximale est générée.
La force réelle de votre pince pneumatique Comment la calculer
Nous illustrerons l'ensemble du processus d'une pince à genouillère pneumatique alimentée par l'air, qui est plus cohérente que l'opération manuelle.
Paramètres du scénario :
1. Cible : Une pièce d'assemblage lourde dont la force de délogement la plus élevée est de 2 000 N.
2. Facteur de sécurité (FS) : Nous choisissons SF = 3,5 en raison des possibilités élevées de répétition et d'usure.
3. Force réelle (F requise) : 2 000 N 3,5 = 7 000 N.
4. Modèle de pince choisi (données du fabricant) :
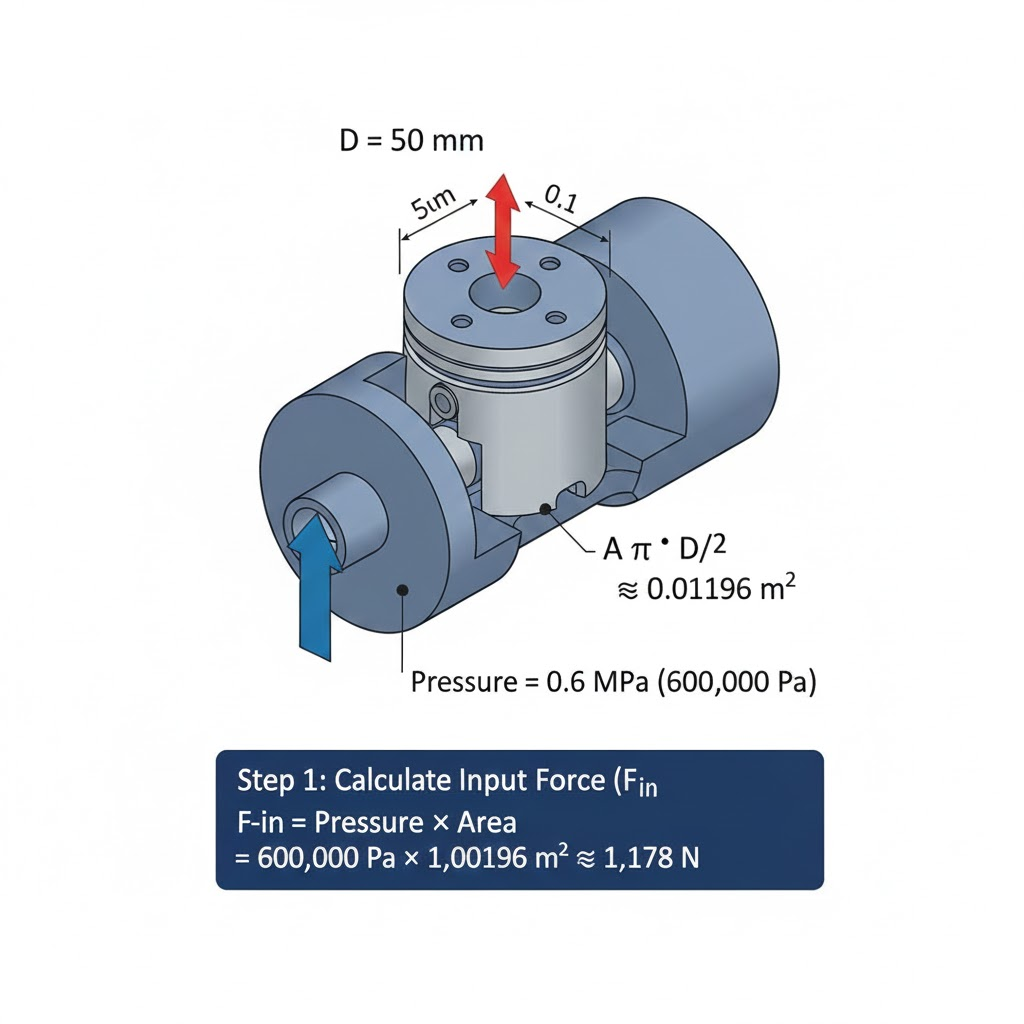
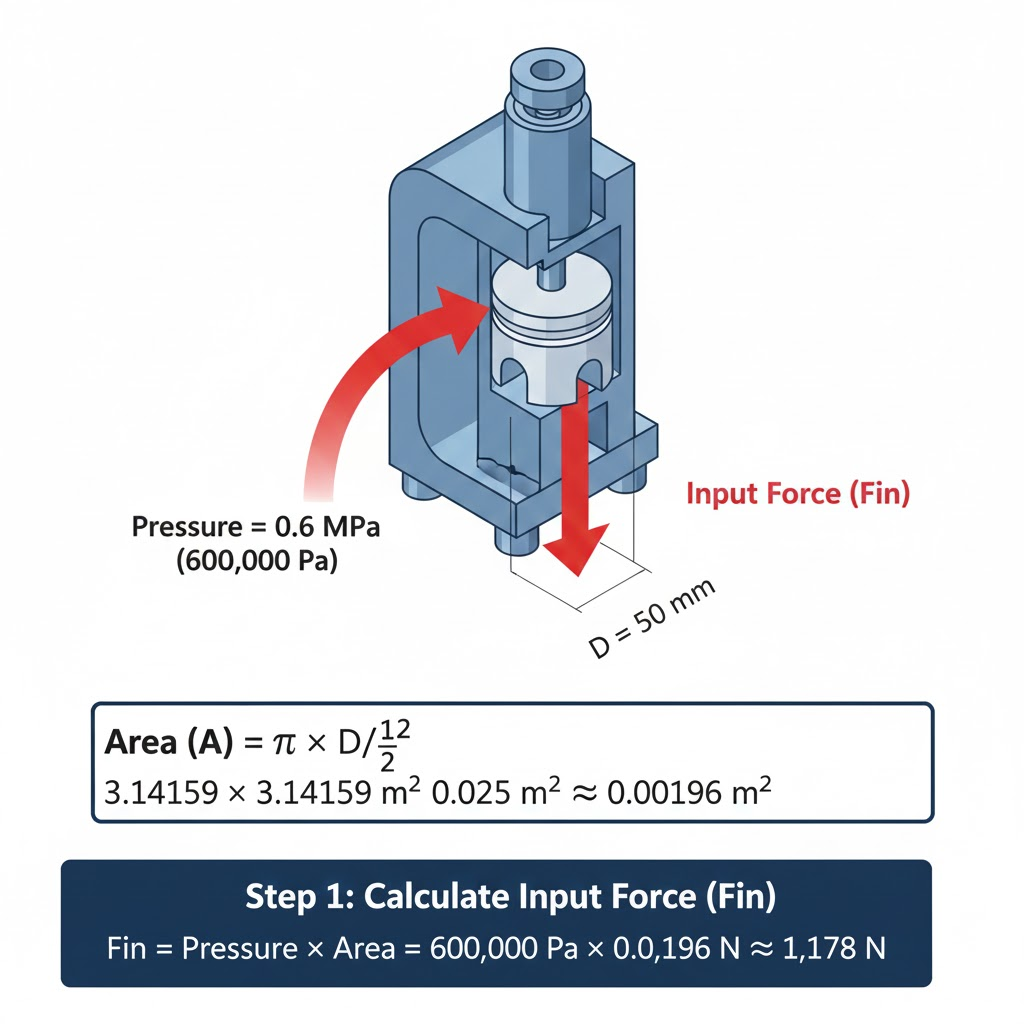
- Diamètre du piston du cylindre : 50 mm.
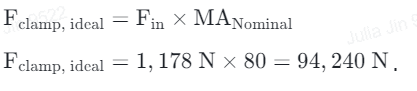
- Facteur de multiplication de la force nominale (MA Nominal) : 80.
- Pression d'air maximale : 0,6 MPa (600 000 Pa).
- Efficacité minimale testée (η min) : 0,75 (avec un fabricant de haute qualité tel que Kunlong).
Étape 1 : Déterminer la force d'entrée (F in ) du cylindre d'air.

Étape 2 : Déterminer la force de serrage théorique maximale (idéale) (F clamp, idéal).
Étape 3 : Calculer la force de serrage réelle (F clamp, actual) en utilisant l'efficacité validée (η).

Conclusion : La force réelle exercée est de 70 680 N. Ce collier offre une marge de sécurité confortable puisque la force réelle requise était de 7 000 N. Cependant, si la force nécessaire était de 75 000 N, ce collier ne serait pas suffisant, ce qui prouve la nécessité d'un tel calcul ajusté en fonction de l'efficacité. Cela permet de s'assurer que le collier choisi n'est pas seulement structurel mais aussi fonctionnel pour répondre aux exigences de l'application.
L'influence des tolérances de fabrication sur la précision de la force
La variabilité de la force de serrage n'est pas seulement le résultat de l'usure dynamique et de la friction, mais aussi le résultat des tolérances de fabrication originales des composants. La qualité de la production est un filtre pour la fiabilité des performances finales.
L'ajustement des axes de pivotement et des trous dans les maillons est essentiel à l'intégrité de la timonerie à genouillère. Lorsque la tolérance du diamètre de l'axe ou de l'alésage est trop faible (jeu excessif), un jeu radial trop important est ajouté. Le jeu diminue directement la rigidité de la tringlerie, ce qui permet une plus grande flexibilité et empêche le mécanisme d'atteindre le blocage souhaité par rapport au centre, réduisant ainsi considérablement la force finale. D'autre part, des tolérances trop serrées augmentent les frottements. Une fabrication de qualité consiste donc à obtenir un ajustement idéal qui réduit le jeu et le frottement.
En outre, la formule de la force de serrage dépend entièrement des longueurs précises des bras de levier. Même une erreur mineure (par exemple, dans la longueur d'un maillon, en particulier de ceux qui sont proches de la broche) dans la longueur d'un maillon peut avoir un effet radical sur le multiplicateur géométrique, ce qui se traduit par une force finale inconnue entre une pince et la suivante. Les fabricants renommés utilisent des techniques de précision telles que l'usinage CNC pour maintenir les dimensions des maillons à des tolérances très étroites, de sorte que le facteur de multiplication de la force reste le même dans toutes les unités fabriquées. Pour donner aux clients la plus grande assurance de cette constance, Kunlong complète cette constance par un protocole de test spécialisé et strict qui est destiné à tester et à assurer la performance réelle de la force de serrage.
Méthode Kunlong : Assurer la fiabilité de la force de serrage par des tests stricts
.webp)
Notre méthode Kunlong est notre garantie que la précision est directement proportionnelle à la performance de serrage prévisible à long terme. Nous sommes soucieux de la fiabilité et nous commençons par un groupe très expérimenté de 30 ingénieurs qui conçoivent des produits intrinsèquement robustes.
Les concurrents ont du mal à faire face à la perte inévitable de force due au jeu des goupilles et aux variations de longueur des maillons qui font partie du processus de fabrication, mais Kunlong va encore plus loin. Nous assurons une cohérence physique inégalée en imposant un contrôle des marges d'erreur de fabrication jusqu'à un extrême de 0,0005 mm. Cette précision minutieuse élimine la variabilité géométrique et de friction qui détruit la précision des forces de serrage.
Pour assurer la stabilité à long terme exigée par les experts MRO, nos pinces sont soumises à des tests approfondis : une garantie de plus de 20 000 cycles. Des tests internes et externes (SGS, RoHS) garantissent la conformité environnementale, et plus de 1 000 heures d'essais au brouillard salin assurent l'intégrité des matériaux. Cette assurance qualité stratifiée nous permet de convertir les calculs de force estimés en un actif fonctionnel validé et mesurable.
Conclusion
La pince à genouillère est un chef-d'œuvre d'amplification des forces, basé sur la belle simplicité de la liaison à quatre barres. Mais elle ne peut être efficace dans une application industrielle que si sa physique est clairement comprise. Le chemin entre la force théorique idéale et la force réelle fournie est caractérisé par les réalités du frottement, de la déformation des matériaux et des tolérances de fabrication.
Les ingénieurs devraient suivre le principe selon lequel le seul nombre qui compte est le nombre de pinces F, réel. Avec l'aide d'un facteur de sécurité strict, d'un rendement mécanique conservateur(η) ou, plus préférablement, des facteurs de rendement éprouvés par le fabricant (tels que ceux obtenus à l'aide de la méthode Kunlong), la précision et la sécurité de la pièce à usiner peuvent être assurées. Grâce à une méthode rigoureuse de calcul de la force, la simple pince à genouillère devient un dispositif de maintien et un élément sérieux et mesurable du contrôle des processus.
Faq
Q : Comment calculer une force sans pression ?
A : La force peut être déterminée sans pression par le rapport entre la masse et l'accélération (F = ma), ou en étudiant le couple/le bras de levier dans les systèmes mécaniques, ou en mesurant la déflexion d'un ressort ou d'un capteur connu.
Q : Comment calcule-t-on la force de serrage des freins ?
A : La force de freinage est déterminée en multipliant la pression de la conduite hydraulique par la surface effective totale des pistons de l'étrier :
Force = Pression x Surface du piston.
Q : Quelle est la force de la pince ?
A : La force réelle est la force de serrage (ou force de travail), c'est-à-dire la force qui peut être utilisée pour agir sur la pièce à usiner ; elle est généralement inférieure à la capacité de maintien indiquée par le fabricant, en raison des frottements et des pertes d'efficacité mécanique.