Comprendre les systèmes de fours industriels Pourquoi le choix des composants dépend du type de four
Voici une information que la plupart des catalogues de pièces détachées ne vous donneront pas : tous les fours industriels ne sont pas construits de la même manière, et les pièces qui assurent leur bon fonctionnement dépendent entièrement du type de four que vous utilisez.
Un élément chauffant qui fonctionne parfaitement dans un four discontinu peut tomber en panne en l'espace de quelques mois dans un four à convoyeur en continu. Un joint de porte conçu pour résister à 450 °F se désagrégera dans un four sous vide fonctionnant à 800 °F. Le type de four détermine tout : les nuances de matériaux, les tolérances de température, les configurations de montage et les exigences de sécurité.
| Type de four | Plage de températures typique | Principales catégories de pièces | Points de défaillance courants |
|---|---|---|---|
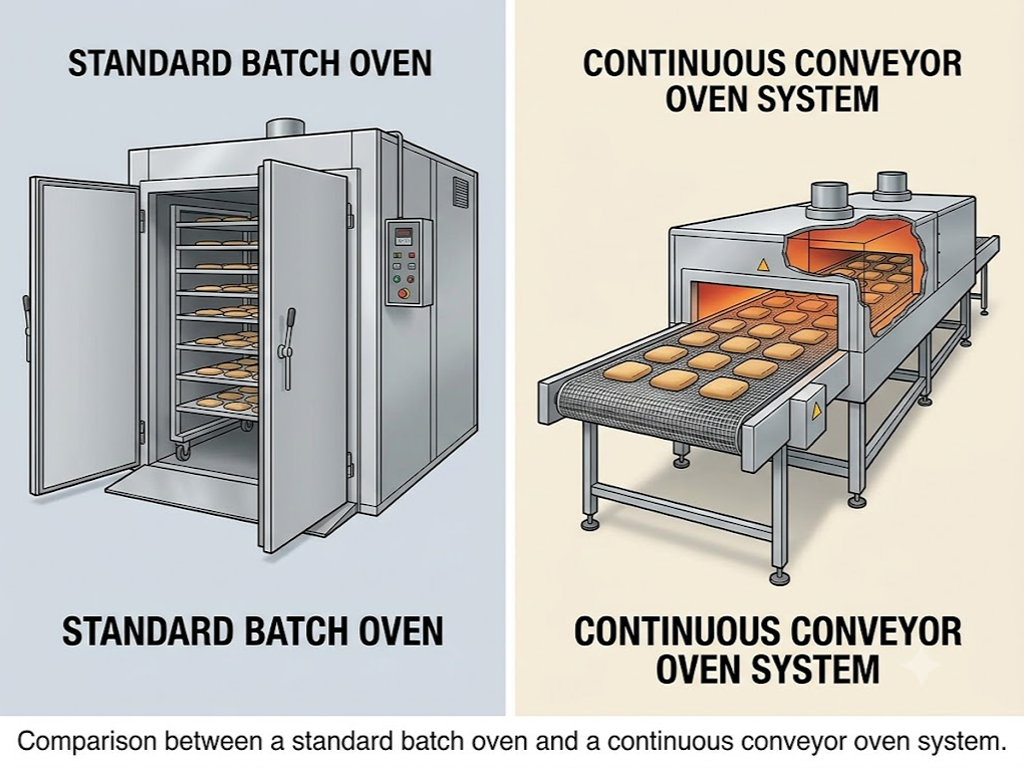
| Fours discontinus | 200 °F 1 200 °F | Éléments chauffants, ventilateurs, joints de porte, thermocouples | Chauffage inégal, détérioration des joints, usure du moteur du ventilateur |
| Fours continus/à convoyeur | 300 °F 1 400 °F | Bandes transporteuses, éléments chauffants, moteurs de ventilateurs, relais statiques (SSR) | Usure de la courroie, brûlure localisée, panne du moteur d'entraînement |
| Fours sous vide | 200 °F 800 °F | Pompes à vide, joints d'étanchéité spécialisés, plaques chauffantes | Fuites de vide, contamination de l'huile de la pompe, transfert thermique lent |
| Fours à porte ouverte / Fours à armoire | 150 °F 1 000 °F | Joints de porte, ventilateurs, étagères, panneaux de commande | Fuites au niveau du joint de porte, obstructions du flux d'air, dérive du régulateur |
Voyez les choses ainsi : choisir des pièces sans connaître le type de votre four revient à commander des pneus sans savoir si vous conduisez une berline ou un poids lourd. La pièce s'adaptera peut-être, mais elle ne fonctionnera pas correctement. Et lorsqu'un élément chauffant tombe en panne en plein milieu d'une cuisson, le coût se mesure en produits mis au rebut, et pas seulement au prix de la pièce de rechange.
Composants du système de chauffage Le cœur de votre four industriel
La fiabilité de votre système de chauffage dépend de celle de son composant le plus fragile. Statistiquement, ce composant est celui dont vous ne suivez pas la fréquence de remplacement. Avant d'examiner les différents types de pièces, procédez à une rapide auto-évaluation : pour chaque composant de votre système de chauffage, savez-vous quand il a été remplacé pour la dernière fois, s'il approche de sa durée de vie nominale et si ses dernières données de performance montrent des écarts ?
Types d'éléments chauffants Choix du matériau en fonction de la plage de température
Les éléments chauffants sont les pièces les plus fréquemment remplacées dans tout four industriel. L'erreur la plus coûteuse que vous puissiez commettre est de choisir un matériau inadapté à votre plage de température et à votre atmosphère.
| Matériau | Température maximale en continu | Meilleur pour | Durée de vie typique | Coût relatif |
|---|---|---|---|---|
| Nickel-chrome 80/20 (Nichrome) | 1 100 °C (2 012 °F) | Fours électriques à usage général, bonne ductilité après cycles de contrainte-déformation | 3 à 5 ans | $$ |
| FeCrAl (Kanthal A1) | 1 300 °C (2 372 °F) | Fours à haute température, coût par ohm le plus bas | 2 à 4 ans (devient cassant) | $ |
| Incoloy 800 (gaine) | 815 °C (1 500 °F) | Atmosphères corrosives ou oxydantes, gaines d'éléments tubulaires | 5 à 8 ans | $$$ |
| Carbure de silicium (SiC) | 1 400 1 600 °C | Fours à très haute température, alternative non métallique | 1 à 3 ans | $$$$ |
Le choix du matériau est déterminant, car les modes de défaillance varient. Les éléments en NiCr fonctionnant entre 900 °C et 1 000 °C dans des atmosphères réductrices peuvent être affectés par la « pourriture verte », une oxydation sélective du chrome qui rend l’élément fragile et sujet à la fissuration (un phénomène industriel bien documenté dans la littérature consacrée au traitement thermique). Les éléments en FeCrAl, bien que capables de supporter des températures plus élevées, deviennent de plus en plus fragiles après chaque cycle thermique et ne doivent jamais être soumis à des contraintes mécaniques après utilisation. L’Incoloy 800, couramment utilisé comme matériau de gaine dans les éléments tubulaires, offre une résistance supérieure à la corrosion avec une composition typique de 30 % de nickel 35%, 19 % de chrome 23% et le reste en fer.
Si la résistance mesurée s'écarte de plus de 10% Conformément au cahier des charges d'origine, remplacez l'élément même s'il chauffe encore. L'utilisation d'un élément usagé aux côtés d'éléments neufs entraîne des déséquilibres de température plus difficiles à diagnostiquer qu'une panne totale. Remplacer simultanément tous les éléments d'une banque.
Capteurs de température Thermocouples, RTD et quand la précision est essentielle
Un capteur de température dont l'étalonnage dérive est plus dangereux qu'un capteur qui tombe carrément en panne, car on ne se rend pas compte qu'il est défectueux. Votre thermocouple pourrait afficher 850 °F alors que la température réelle est de 870 °F. Pour un processus de traitement thermique en solution exigeant une uniformité de ±10 °F conformément à la norme AMS 2750 Classe 2, cette erreur de 20 °F fait la différence entre un lot conforme et une perte totale.
| Type de capteur | Plage de température | Précision | Meilleure application |
|---|---|---|---|
| Thermocouple de type K | de 200 °C à +1 260 °C | ±2,2 °C | Fours industriels généraux, gamme la plus complète |
| Thermocouple de type J | de 40 °C à +750 °C | ±2,2 °C | Fours à basse température, vieillissement/séchage |
| Sonde de température PT100 | de 200 °C à +850 °C | ±0,1 °C | Procédés de précision nécessitant un contrôle rigoureux |
Règle générale : si la tolérance de votre processus est de ±5 °F ou inférieure, n'utilisez pas de thermocouple, mais optez pour une sonde RTD. Quel que soit le type de capteur, il faut s'attendre à une dérive de 1 à 2 °F par an en conditions normales de fonctionnement. Dans les fours qui fonctionnent fréquemment à des températures proches de leur limite supérieure, cette dérive peut s'accélérer pour atteindre 1 à 2 °F par mois.
Relais statiques et contacteurs Les « gardiens de l'alimentation »
Les relais statiques (SSR) constituent la deuxième cause la plus fréquente de défaillance électrique, après les éléments chauffants. La principale cause de défaillance des relais statiques n'est pas liée à des défauts de fabrication, mais à une dissipation thermique insuffisante. Chaque augmentation de 10 °C de la température de fonctionnement réduit de moitié la durée de vie d'un relais statique.
Lors du choix d'un SSR, respectez la règle d'or : choisissez un SSR dont la capacité est au moins 1,5 à 2 fois supérieure au courant de charge réel. Un circuit de chauffage de 40 ampères nécessite un SSR de 60 à 80 ampères, et non un modèle de 40 ampères. Les contacteurs mécaniques, en revanche, sont mieux adaptés aux applications nécessitant des commutations peu fréquentes. Ils ont généralement une durée de vie de 100 000 cycles sous charge résistive, mais s'usent plus rapidement sous des charges inductives.
Signes avant-coureurs d'une défaillance du SSR : des fluctuations intermittentes de température, des erreurs inexpliquées du régulateur ou un bruit de « cliquetis » pendant le fonctionnement. L'un de ces signes indique que le SSR est en train de se détériorer. Remplacez-le lors d'un arrêt programmé, et non après une panne survenue en pleine production.
Composants des brûleurs à gaz Pièces d'allumage, de détection de flamme et du circuit de gaz
Dans le cas des fours industriels à gaz, la gamme de pièces est tout à fait différente. Parmi les composants clés, on trouve :
- Allumeurs Les allumeurs à surface chaude ont généralement une durée de vie de 3 à 5 ans ; les allumeurs à étincelle durent plus longtemps, mais leurs électrodes s'usent avec le temps.
- Capteurs de flamme Nettoyez-le tous les six mois à l'aide de papier de verre à grain fin pour éliminer les dépôts de carbone ; un capteur encrassé est la cause la plus fréquente d'arrêt inopiné du brûleur.
- Vannes de gaz et régulateurs de pression Celles-ci doivent être conformes aux exigences de sécurité de la norme NFPA 86. Cette norme impose que les vannes d'arrêt de sécurité soient testées chaque année pour vérifier leur étanchéité.
Composants de circulation d'air et de ventilation Maintenir la chaleur là où elle doit être
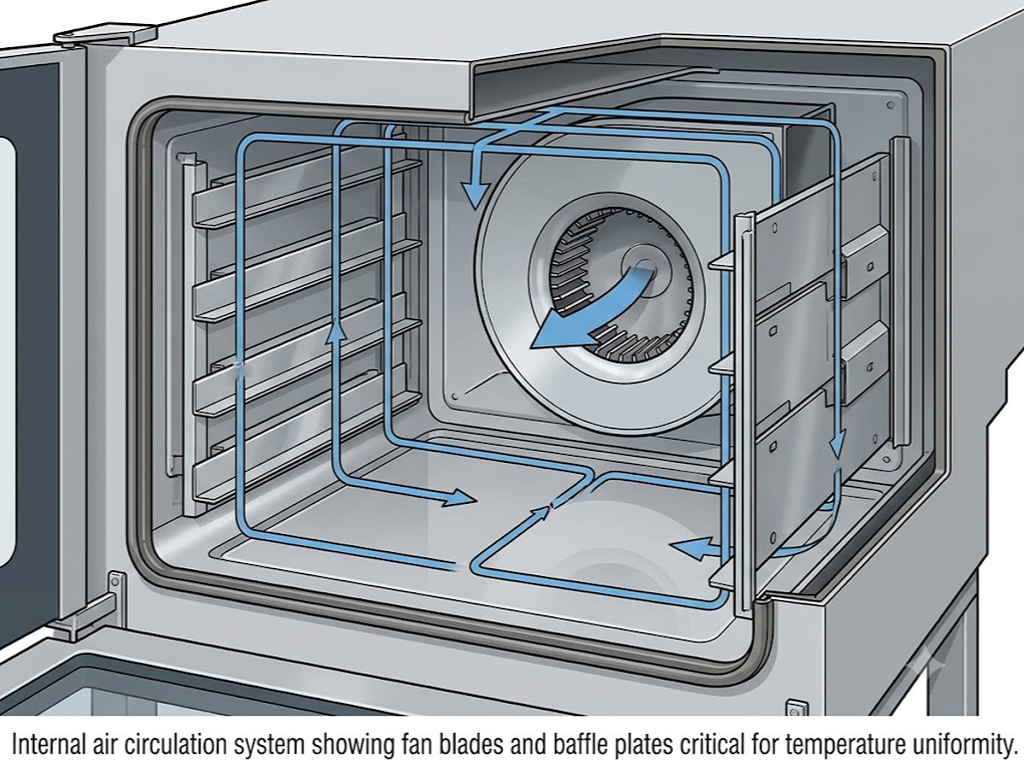
C'est l'uniformité de la température qui distingue un four industriel de précision d'une simple « boîte chauffante ». La norme AMS 2750 définit les classes de fours en fonction du degré de précision du contrôle de la température : la classe 1 exige une uniformité de ±5 °F, tandis que la classe 6 autorise une tolérance de ±50 °F. L'obtention d'une grande uniformité dépend presque entièrement de la conception du système de circulation d'air.
Le ventilateur est le cœur de ce système. Le matériau des pales doit être adapté à votre plage de température : l'aluminium moulé convient jusqu'à environ 350 °F, l'acier inoxydable résiste entre 350 °F et 750 °F, et l'Inconel est indispensable au-delà de 750 °F. Une pale endommagée ou déséquilibrée créera des zones chaudes et froides qu'aucun régulateur ne pourra compenser. Le premier symptôme est généralement un écart de température supérieur à 15 °F dans la zone de travail.
Les moteurs de ventilateur doivent présenter au minimum une isolation de classe H (conçue pour 180 °C) pour les applications de fours industriels. Si vous remplacez un moteur qui a grillé prématurément, vérifiez si le moteur d'origine était doté d'une isolation adaptée à sa position de montage. Les moteurs montés à l'intérieur du flux d'air chauffé ont des exigences très différentes de celles des moteurs montés à l'extérieur.
Les conduits d'air et les déflecteurs sont souvent négligés lors de l'entretien, car ils ne comportent aucune pièce mobile. Or, un déflecteur déformé ou un conduit de retour d'air obstrué peut, sans qu'on s'en aperçoive, nuire à l'uniformité de la distribution d'air pendant des mois avant que quelqu'un ne s'en rende compte. À chaque cycle d'entretien préventif, consacrez cinq minutes à l'inspection visuelle de ces composants.
Composants de commande et de sécurité Le cerveau et les freins
Les composants de commande et de sécurité sont les éléments les moins visibles d'un four industriel, et ce sont eux qui trahissent le moins facilement leur dysfonctionnement. Un régulateur de température défaillant ne se manifeste généralement pas de manière évidente. Il envoie plutôt des signes subtils : un lot qui ne cuit pas comme il faut, un cycle qui dure un peu plus longtemps qu'auparavant.
| Composant | Fonction | Mode de défaillance | Indicateur de remplacement |
|---|---|---|---|
| Régulateur de température numérique | Exécute la boucle de régulation PID, gère les consignes et les rampes | Défaut d'affichage, corruption des paramètres PID, grillage de la sortie relais | Lectures irrégulières, incapacité à maintenir la consigne |
| Thermostat de limite supérieure | Dispositif de coupure de sécurité indépendant en cas de surchauffe (conformément à la norme NFPA 86) | Déclenchement à une température incorrecte ou absence totale de déclenchement | Effectuer un test tous les mois ; si le dispositif ne se déclenche pas dans un délai de 5% par rapport au point de consigne, le remplacer immédiatement. |
| Filtre anti-interférences électromagnétiques | Élimine les interférences électriques susceptibles d'altérer les mesures des capteurs | Dégradation des condensateurs sur une période de 3 à 5 ans | Bruit inexpliqué des capteurs ou réinitialisations du contrôleur |
| Fusibles et disjoncteurs | Protection contre les surintensités pour chaque branche du circuit | Fatigue due à une exploitation répétée à la limite de ses capacités | Tout fusible grillé devrait donner lieu à une enquête, et pas seulement à un remplacement |
| Transformateur de commande | Réduit la tension secteur pour les circuits de commande | Rupture de l'isolation des enroulements due à une exposition à la chaleur | Coupures intermittentes de l'alimentation de commande |
La norme NFPA 86 exige que le thermostat de limite haute soit totalement indépendant de la boucle de régulation principale. Il doit être capable de couper la source de chaleur même si le régulateur principal tombe en panne alors qu'il est en position « à fond ». Il ne s'agit pas d'une redondance que l'on peut négliger.
Portes, joints et éléments structurels Les héros méconnus de l'efficacité énergétique
Les joints de porte, les charnières, les poignées et les étagères ne retiennent que rarement l'attention tant qu'ils ne posent pas de problème. Un joint de porte détérioré constitue l'un des problèmes mineurs les plus coûteux dans le fonctionnement d'un four industriel. Un joint qui fuit peut augmenter la consommation d'énergie de 20 à 30%, créer des zones froides près de la porte qui altèrent la qualité des produits et, dans les fours à gaz, permettre aux gaz de combustion de pénétrer dans l'enceinte de cuisson.
Joints de porte et joints d'étanchéité sont des pièces d'usure. Avec le temps, elles se compriment, se durcissent et se fissurent. Le choix du matériau dépend de la température : les joints en caoutchouc silicone résistent jusqu'à 450-500 °F, les joints tressés en fibre de verre jusqu'à 1 000 °F et les joints en vermiculite jusqu'à 1 250 °F. Le test de diagnostic le plus simple : fermez la porte sur une bande de papier. Si vous pouvez retirer le papier sans résistance, le joint n'assure plus l'étanchéité. Remplacez-le. Un nouveau joint coûte quelques dizaines de dollars et s'installe en quinze minutes ; l'énergie qu'il laisse s'échapper coûte des centaines de dollars par an.
Charnières et loquets subissent des contraintes mécaniques à chaque service. Lorsque les charnières s’usent, la porte s’affaisse, l’écart au niveau du joint s’élargit de manière inégale et le problème s’aggrave. Pour les fours fonctionnant à plus de 500 °F, les charnières doivent être en acier inoxydable. Les charnières standard en acier au carbone s’oxydent et se grippent. Lorsque vous choisissez des poignées de remplacement pour un four, privilégiez les modèles en acier inoxydable (SUS304 au minimum, SUS316 pour les environnements corrosifs) et vérifiez leur nombre de cycles de vie nominal. Les poignées de qualité industrielle, conçues pour plus de 20 000 cycles, sont courantes chez les fabricants fournissant le secteur des chambres d’essai et des fours. Le choix des matériaux est crucial : une poignée en plastique ou en alliage de zinc qui convient à une armoire de rangement se déformera ou cédera en quelques semaines sur la porte d’un four industriel.
Étagères et rayonnages Supporter la charge. Vérifiez chaque mois qu'elle ne présente pas de déformation. Une étagère déformée modifie la distance entre le produit et les éléments chauffants, ce qui entraîne un chauffage inégal, pratiquement impossible à détecter car il varie en fonction de la configuration de la charge. Si une étagère présente une courbure visible, remplacez-la. Le coût d'une nouvelle étagère est négligeable par rapport au coût d'un lot rejeté.
Signes courants de défaillance des fours industriels Guide de diagnostic basé sur les symptômes
Les fours industriels sont des machines dont le fonctionnement est prévisible. Chaque panne suit un schéma bien défini. Commencez par identifier le symptôme, éliminez d'abord les causes simples, puis ne vous penchez sur les pièces coûteuses que lorsque les indices le justifient. Voici les cinq scénarios de panne les plus courants et comment les diagnostiquer.
Chauffage inégal ou zones chaudes/froides
Les variations de température au sein de la zone de cuisson constituent le problème le plus fréquemment signalé sur les fours, mais aussi celui qui fait l'objet du plus grand nombre d'erreurs de diagnostic. Avant de commander de nouveaux éléments chauffants, suivez cette procédure de diagnostic :
- Vérifiez que le problème est bien réel. Utilisez une mesure de température en 9 points à l'aide de thermocouples étalonnés (conformément à la méthodologie AMS 2750). Un seul thermocouple placé à un seul endroit ne permet pas de déterminer si la cuisson dans le four est inégale ou si le capteur est défectueux.
- Vérifiez le ventilateur. Une pale de ventilateur endommagée ou déséquilibrée crée des zones de non-circulation d'air. Le signe révélateur : une fréquence de vibration spécifique accompagnée d'écarts de température localisés supérieurs à 15 °F.
- Vérifiez les déflecteurs. Une plaque de répartition d'air déplacée ou déformée peut détourner le flux d'air d'une partie de la zone de travail.
- Vérifiez le joint de la porte. Une fuite au niveau du joint de la porte crée une zone froide à l'avant du four, ce qui constitue l'emplacement le plus fréquent des problèmes liés à la qualité des produits.
- Tester chaque élément chauffant individuellement. Dans un four à plusieurs résistances, la défaillance d'une résistance au sein d'un groupe monté en parallèle peut passer inaperçue, car les autres résistances compensent cette défaillance. Mais elles ne peuvent pas compenser de manière uniforme.
Chauffage lent ou incapacité à atteindre la consigne
Lorsqu'un four met plus de temps à atteindre la température souhaitée ou qu'il ne parvient plus à atteindre la température maximale programmée, le système de chauffage est le premier suspect. Mais il ne faut pas en conclure d'emblée que le problème vient des résistances.
Commencez par effectuer des mesures électriques : vérifiez la résistance de chaque élément chauffant et comparez-la à ses caractéristiques techniques. Un écart supérieur à 10% indique que l’élément est usé et doit être remplacé. Utilisez une pince ampèremétrique pour vérifier que chaque élément consomme bien son courant nominal. Un élément peut présenter une résistance correcte à température ambiante, mais tomber en panne sous charge. Testez ensuite le SSR : mesurez la chute de tension aux bornes de sortie lorsque le SSR est activé. Un SSR en bon état présente une chute de tension inférieure à 1,5 volts ; toute valeur supérieure indique une dégradation interne. Enfin, vérifiez qu'il ne manque pas de phase dans les systèmes triphasés. Un seul fusible grillé peut réduire la puissance d'un tiers sans déclencher d'alarme.
Dépassement de température ou instabilité cyclique
Le dépassement est presque toujours un problème de régulation, et non un problème de chauffage. La cause la plus courante : des paramètres PID incorrects. Si une procédure d’auto-réglage a été effectuée récemment, vérifiez si les paramètres obtenus sont appropriés. Les algorithmes de réglage automatique peuvent produire des réglages trop agressifs qui entraînent un dépassement en fonctionnement normal. La deuxième cause la plus courante : un thermocouple monté trop près des éléments chauffants. Si le capteur se trouve à moins de 3 à 5 pouces d’un élément, il sera directement exposé à la chaleur rayonnante et provoquera un cycle prématuré de la source de chaleur par le régulateur. Il en résulte une oscillation qui ressemble à une instabilité mais qui est en réalité un problème de placement du capteur.
Fuites au niveau des joints de porte Gaspillage d'énergie et problèmes de qualité des produits
Le remplacement d’un joint de porte qui fuit est l’intervention offrant le meilleur retour sur investissement dans le cadre de la maintenance des fours industriels. Le test est simple : fermez la porte sur une bande de papier. Si celle-ci s’enlève sans résistance, remplacez le joint. Lorsque vous découpez un nouveau joint à la bonne longueur, veillez à former un angle de 45° aux coins pour obtenir un ajustement par compression ; aucun adhésif n’est nécessaire. Le joint doit se comprimer de 25 35% lorsque la porte est fermée. Si l'ancien joint présente une déformation rémanente supérieure à 50% (il reste aplati même lorsque la porte est ouverte), il aurait dû être remplacé il y a déjà plusieurs mois.
Bruits inhabituels, vibrations ou odeurs d'électricité
Ce sont vos derniers avertissements avant qu’une défaillance ne se transforme en incident de sécurité. Les bruits mécaniques (grincements, crissements, cliquetis) proviennent presque toujours du système de ventilation. Vérifiez les roulements du moteur : l’intervalle de lubrification habituel est de 2 000 à 3 000 heures de fonctionnement ou tous les 6 mois, selon la première échéance. Les odeurs d’électricité, en particulier une odeur âcre et piquante, nécessitent une intervention immédiate. Éteignez le four, ouvrez le panneau de commande et vérifiez chaque connexion des bornes. Une borne desserrée crée une résistance, la résistance génère de la chaleur, et la chaleur provoque un incendie. Utilisez une caméra thermique si vous en disposez ; toute borne dont la température est supérieure de plus de 10 °C à celle des bornes voisines est desserrée et doit être resserrée avant le redémarrage.
Pièces d'origine ou pièces de rechange Un cadre décisionnel pratique pour les acheteurs
Le choix entre les pièces d'origine et les pièces de rechange ne consiste pas à déterminer quelle option est la meilleure en termes absolus. Il s'agit plutôt de mettre en adéquation le niveau de criticité de la pièce avec votre tolérance au risque. Avant chaque achat, posez-vous trois questions : (1) Si cette pièce tombe en panne, quel est le coût horaire de mon temps d'arrêt ? (2) Y a-t-il un risque pour la sécurité si la pièce ne fonctionne pas comme prévu ? (3) Dispose-je de l'expertise en interne nécessaire pour valider la qualité d'une pièce de rechange avant son installation ?

La véritable différence de coût Au-delà du prix affiché
La plupart des acheteurs comparent les prix unitaires. C'est la manière la plus coûteuse de prendre cette décision.
Prenons un cas concret : un élément chauffant d'origine coûte $800 et bénéficie d'une garantie de 2 ans. Un produit équivalent du marché des pièces de rechange coûte $350 et bénéficie d'une garantie de 6 mois. Si l'on se base uniquement sur le prix, l'option de rechange semble permettre une économie de $450. Mais si cet élément de rechange tombe en panne prématurément et entraîne un arrêt imprévu d'une équipe, avec un coût d'arrêt estimé à $1 000 par heure, l'économie s'évapore en moins de 30 minutes.
La formule du coût total de possession est la suivante : Prix unitaire + Coût de la main-d'œuvre d'installation + (Probabilité annuelle de panne × Coût horaire d'indisponibilité × Nombre d'heures par panne) ÷ Durée de vie prévue en années. Pour les pièces à haute criticité, où les temps d'arrêt coûtent cher, le recours à l'équipementier d'origine (OEM) s'avère souvent l'option la plus économique si l'on fait le calcul global. En revanche, pour les pièces à faible criticité, où une panne se résume au remplacement d'un composant lors du prochain changement d'équipe, le recours au marché des pièces de rechange s'avère tout à fait judicieux.
Comment évaluer la qualité des pièces de rechange Une liste de contrôle en 5 points
Le problème avec les pièces de rechange, ce n'est pas qu'elles soient toutes de mauvaise qualité, mais qu'il est impossible de savoir lesquelles le sont. Voici une liste de contrôle à utiliser avant de passer commande :
- Certification des matériaux Le fournisseur peut-il fournir un rapport d'essai sur la composition du matériau ? S'il indique qu'il s'agit d'Incoloy 800, le certificat doit mentionner une teneur en nickel de 30 35% et une teneur en chrome de 19 23%. Si la teneur en nickel est inférieure à 28%, il ne s'agit pas d'Incoloy 800.
- Tolérances dimensionnelles Demandez les données de contrôle dimensionnel pour les points de fixation critiques. Un élément chauffant trop long de 2 mm ne s'adaptera pas, et vous ne vous en rendrez compte qu'au moment de l'installation, et non lors de la commande.
- Caractéristiques électriques Pour les éléments chauffants, la résistance à froid mesurée doit se situer dans une fourchette de ±5% par rapport à la spécification. Tout écart par rapport à cette fourchette indique soit un alliage inadapté, soit un contrôle de fabrication insuffisant.
- Critères de sélection des fournisseurs Assurez-vous que la certification ISO 9001 soit au minimum en place. Pour les pièces exportées vers l'UE, vérifiez que la documentation attestant de la conformité aux normes RoHS et REACH existe bel et bien. Il ne suffit pas qu'elle soit simplement mentionnée sur un site web : elle doit être disponible au format PDF afin que vous puissiez la consulter.
- Contrôle des échantillons Passez une petite commande d'essai avant de vous engager sur un volume important. Un fournisseur qui refuse de vendre des échantillons est un fournisseur qui sait que ses pièces ne passeront pas le contrôle qualité.
Quand privilégier les pièces d'origine et quand opter pour les pièces de rechange ?
Continuez à utiliser les pièces d'origine dans les cas suivants :
- Cette pièce est essentielle à la sécurité : vannes de gaz, détecteurs de flamme, interrupteurs de limite haute (la norme NFPA 86 définit les composants entrant dans cette catégorie)
- Cette pièce est une carte de commande exclusive pour laquelle il n'existe aucun équivalent sur le marché des pièces de rechange.
- Votre équipement est encore sous garantie et l'utilisation de pièces de rechange non d'origine entraînerait l'annulation de la garantie restante.
- Le coût de vos temps d'arrêt dépasse $2 000 par heure ; la prime de risque liée au marché des pièces de rechange n'est pas justifiée.
Le marché des pièces de rechange peut s'avérer judicieux lorsque :
- Il s'agit d'un simple composant mécanique : étagères, poignées de porte, charnières, pieds
- Cette pièce est un composant électrique générique dont les caractéristiques techniques sont publiées : relais statiques (SSR), contacteurs, fusibles
- Vous disposez de moyens internes pour inspecter et valider les pièces à leur réception avant leur installation
- Le délai de livraison est plus important que le prix : les fournisseurs du marché secondaire livrent souvent plus rapidement que les équipementiers, dont les commandes en attente s'étendent sur plusieurs semaines
1. Si cette pièce tombe en panne, à combien s'élèvent mes coûts liés aux temps d'arrêt par heure ?
2. Un dysfonctionnement de cette pièce présente-t-il un risque pour la sécurité ?
3. Puis-je vérifier la qualité des pièces de rechange avant leur installation ?
Approvisionnement en pièces pour fours industriels Évaluation des fournisseurs et contrôle qualité
Trouver un fournisseur, c'est facile. Le plus difficile, c'est de trouver un fournisseur en qui on peut avoir confiance, surtout lorsqu'on s'approvisionne à l'international. La distance rend la résolution des problèmes de qualité plus coûteuse.
Vérifiez les certifications, mais ne vous arrêtez pas là. La norme ISO 9001 indique que le fournisseur dispose d'un système de gestion de la qualité documenté. Elle ne précise toutefois pas s'il l'applique réellement. Le marquage CE sur les composants électroniques de commande est obligatoire pour le marché européen, mais vérifiez bien son champ d'application : un élément chauffant nu ne nécessite généralement pas de marquage CE, contrairement à un ensemble complet de régulation de température. La certification UL est principalement importante pour le marché nord-américain. Demandez des copies des certificats, ne vous contentez pas des mentions figurant sur un site web.
Vérifiez la profondeur technique avant de passer un ordre. Posez au fournisseur une question technique précise : « Quelle aciérie fournit les tubes en Incoloy 800 utilisés pour vos éléments chauffants ? » Un fournisseur compétent vous indiquera le nom de l'aciérie. Un revendeur dépourvu de compétences techniques éludera la question ou donnera une réponse vague. Ce test, qui se résume à une seule question, en dit plus long sur la qualité d'un fournisseur que n'importe quelle certification figurant sur son site web.
Commencez toujours par passer une commande d'essai. Même si le fournisseur semble très prometteur sur le papier, passez d’abord une petite commande d’essai — idéalement de 5 à 10 unités — et inspectez chacune d’entre elles avant d’autoriser la production en série. Les services d’inspection tiers tels que SGS ou Bureau Veritas facturent généralement entre $800 et $1 500 pour un audit d’usine de base. Cela ne représente qu’une fraction du coût lié à la réception d’un conteneur de pièces inutilisables.
Le meilleur fournisseur n'est pas celui qui propose le devis le plus bas. C'est celui qui est capable de vous expliquer précisément pourquoi sa pièce coûte ce qu'elle coûte, et d'étayer cette réponse par des données.
KUNLONG fabrique des poignées et des charnières de four en acier inoxydable conçues pour supporter plus de 20 000 cycles. Matériaux SUS304 et SUS316, options IP65 disponibles.
Parlez à un ingénieurRéférences
- Zhuanghao Electric Heating Appliances. « Comparaison des alliages utilisés pour les éléments chauffants : guide de sélection du nichrome, du Kanthal et de l'Incoloy 800/840 ». 2025.
- Blog de l'ANSI. « SAE AMS 2750H-2024 : Pyrométrie ». 2024.
- Blog de l'ANSI. « NFPA 86-2019 : Norme relative aux fours et aux fourneaux. »
- KUNLONG Hardware. « Poignées de four. » kunlonghardware.com/poignées
- KUNLONG Hardware. « Charnières industrielles ». kunlonghardware.com/charnières
- KUNLONG Quincaillerie. kunlonghardware.com