Introduction
L'intégrité d'une garniture mécanique n'est pas seulement une question de maintenance dans l'environnement exigeant de la dynamique des fluides industriels ; c'est le facteur déterminant de la fiabilité du système. Les contaminants des garnitures mécaniques constituent un gardien silencieux à la frontière entre la continuité du fonctionnement et les temps d'arrêt désastreux. Les effets de la violation de cette barrière vont bien au-delà de la perte directe de fluide. Le coût de la défaillance d'une garniture est toujours élevé, à la fois en termes de coûts non budgétés des réparations d'urgence et de l'assainissement de l'environnement, et en termes de risques importants pour la sécurité du personnel. Pour comprendre les mécanismes de ces défaillances, il est nécessaire de passer à une analyse technique proactive plutôt qu'à une observation réactive.
Cet article propose une analyse approfondie des variables qui contrôlent la durée de vie des joints d'étanchéité dans les machines. Il peut servir de guide technique aux ingénieurs et aux opérateurs pour détecter, réduire et éventuellement éviter la récurrence des défaillances des systèmes d'étanchéité dans les environnements à fort enjeu.
Qu'est-ce qu'une rupture de joint ?
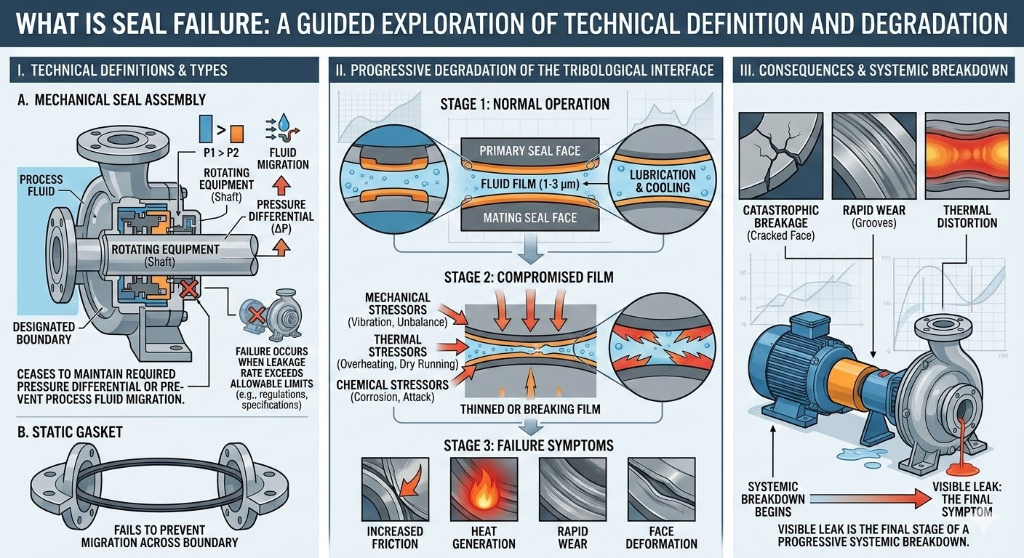
Techniquement, la défaillance d'une garniture est la perte d'un dispositif d'étanchéité, d'une garniture mécanique complexe ou d'un joint statique, qui ne parvient pas à maintenir la différence de pression nécessaire ou à empêcher le passage d'un fluide de processus à travers une limite spécifiée. En ce qui concerne les équipements rotatifs, par exemple les pompes centrifuges ou les mélangeurs, le taux de fuite est généralement considéré comme une défaillance lorsqu'il est supérieur aux valeurs admissibles fixées par les réglementations environnementales ou les spécifications de l'équipement, ce qui peut être dû à un mauvais alignement.
Néanmoins, la défaillance n'est pas souvent un phénomène dichotomique. Il s'agit généralement d'une érosion progressive de l'interface tribologique entre les faces primaire et secondaire du joint. Cette interface repose sur un film microscopique de fluide, généralement de l'ordre du micromètre, qui assure la lubrification et le refroidissement. Lorsque ce film est endommagé par des facteurs de stress mécaniques, thermiques ou chimiques, le frottement qui se produit entraîne une usure rapide, une déformation de la face ou une rupture désastreuse. Ainsi, la connaissance des types courants de défaillance des joints est la capacité de réaliser que la fuite observable n'est que la partie émergée de l'iceberg d'une défaillance du système qui a probablement commencé bien avant que la première goutte de la fuite ne soit remarquée.
Comment reconnaître les premiers symptômes d'une rupture de joint
La clé d'une bonne gestion de la fiabilité réside dans la capacité à détecter rapidement les indicateurs de pré-défaillance. L'attente d'une mare de liquide visible sous une pompe est une tactique qui garantit des coûts de réparation maximaux. Les techniciens expérimentés observent plutôt les changements mineurs dans le comportement de l'équipement qui indiquent la détérioration de l'environnement d'étanchéité.
Le symptôme initial le plus fréquent est une altération du profil acoustique de la machine. Un grincement ou un gazouillis à haute fréquence est un signe fréquent de fonctionnement à sec ou d'absence de lubrification au niveau des faces d'étanchéité. D'autre part, un cliquetis métallique rythmique peut indiquer que certaines pièces internes, notamment des ressorts ou des axes d'entraînement, ne sont pas en place ou sont soumises à un contact mécanique. Il est également important d'observer la température du presse-étoupe ; une augmentation localisée de la température est généralement le précurseur d'un durcissement des élastomères et d'une cristallisation ultérieure des fluides de traitement. La liste de contrôle suivante offre un cadre de diagnostic rigoureux pour aider les équipes de maintenance :
| Dimension diagnostique | Point d'inspection | Observation typique | Problème sous-jacent potentiel |
| Anomalie acoustique | Bruit anormal | Cris aigus ou "hurlements". | Manque de lubrification ; fonctionnement à sec |
| Anomalie acoustique | Bruit anormal | Claquement ou claquement métallique constant | Interférence des composants internes ; carbonisation de la face |
| Anomalie visuelle | Dépôts / signes d'usure | Accumulation de "poussière noire" ou de solides | Usure de la face ; dégradation de la face en carbone |
| Anomalie visuelle | Condition de fuite | Écoulement régulier et rythmé du liquide de traitement | Déformation de la face ; défaillance du joint torique |
| Anomalie visuelle | Marques de dommages thermiques | Décoloration ou "teinte de chaleur" sur les pièces métalliques | Chaleur excessive ; refroidissement inadéquat |
| Anomalie thermique | Augmentation de la température locale | Pointes de température localisées >15°C au-dessus du processus | Friction ; dépassement de la limite PV (pression-vitesse) |
| Anomalie vibratoire | Signature des vibrations | Harmoniques haute fréquence au niveau du joint d'étanchéité | Désalignement ; défaillance des roulements |
| Anomalie des paramètres du système | Condition de pression du fluide tampon/barrière | Pression instable dans le pot d'étanchéité ou signes de contamination du fluide de traitement | Problèmes de contrôle de la pression du système de soutien des joints ; défaillance du fluide de barrage ; fuite du joint entraînant une pénétration de la contamination |
| Constat d'inspection à l'arrêt | État de surface de l'arbre/de la chemise | Marques, fretting ou usure sur la chemise d'arbre près de la zone d'étanchéité | Mauvaise interaction entre le joint et l'arbre ; mauvaise lubrification ; contamination par des particules ; mauvaise installation |
Causes profondes : Pourquoi les garnitures mécaniques sont-elles défaillantes ?
Il est facile de déterminer ce qui s'est produit, mais il faut une méthode médico-légale pour en déterminer les raisons. Les statistiques indiquent que près de 80 % des défaillances de garnitures mécaniques peuvent être attribuées aux raisons les plus courantes, qui se répartissent en quatre grandes catégories de facteurs de stress.
Erreurs opérationnelles et fonctionnement à vide
La cause la plus fréquente de défaillance prématurée des joints est le fonctionnement à sec. Comme les garnitures mécaniques utilisent une fine pellicule de lubrifiant, l'absence de cette pellicule, même pendant quelques secondes, entraîne une production immédiate de chaleur. Ce choc thermique peut conduire à un échauffement de la face dure (carbure de silicium), qui provoque des fissures radiales microscopiques. Les erreurs opérationnelles, comme mettre en marche une pompe avant qu'elle ne soit complètement amorcée ou laisser un réservoir à sec, forment un vide ou une poche de gaz qui prive les faces d'étanchéité de la lubrification dont elles ont besoin. Le frottement qui en résulte augmente de façon exponentielle la température de la face, ce qui, dans la plupart des cas, dépasse la capacité des éléments d'étanchéité secondaires (joints toriques) et provoque une défaillance complète du système.
Dégradation chimique et thermique
Chaque matériau d'étanchéité possède une certaine enveloppe de compatibilité chimique et de stabilité thermique. La défaillance se produit lorsque le fluide du processus modifie les propriétés physiques des composants du joint. Par exemple, un joint torique en élastomère peut gonfler lorsqu'il est soumis à des solvants incompatibles, perdre sa flexibilité et devenir incapable d'assurer l'étanchéité. D'autre part, une chaleur excessive peut entraîner un processus de carbonisation ou de cokéfaction du fluide sur les faces d'étanchéité, formant une couche abrasive qui râpe les surfaces d'accouplement. Dans de tels cas, la défaillance n'est pas d'ordre mécanique, mais résulte d'une défaillance dans le processus de sélection du matériau d'origine, lorsque les paramètres de fonctionnement ont été soit mal interprétés, soit modifiés au fil du temps.
Questions relatives à l'installation et à l'alignement
Une garniture mécanique est un bel outil, mais elle est souvent montée à coups de marteau. Les erreurs d'installation les plus fréquentes sont un mauvais réglage de la longueur utile de la garniture (surcompression ou sous-compression), qui modifie la force de fermeture des faces. De plus, le manque d'alignement entre la pompe et le moteur est un tueur silencieux de joints. Lorsque l'arbre n'est pas parfaitement concentrique avec l'alésage de la garniture, les faces de la garniture doivent subir un mouvement d'oscillation des milliers de fois par minute. Cette charge cyclique entraîne une usure disproportionnée et, en fin de compte, la fissuration de l'anneau primaire ou la fatigue du soufflet.
Facteurs mécaniques
Outre le joint, le bien-être mécanique global du système rotatif détermine la durée de vie du joint. Des roues déséquilibrées, des roulements usés ou des arbres courbés provoquent des vibrations excessives, qui sont un poison lent pour l'interface d'étanchéité. Les vibrations provoquent la rupture du film fluide stable entre les faces, de sorte qu'un contact intermittent se produit, entraînant un écaillage. En outre, les faces d'étanchéité peuvent s'ouvrir temporairement dans des conditions de charge élevée en raison de ce que l'on appelle le fouettement ou la déflexion de l'arbre, ce qui permet l'entrée de particules abrasives dans l'interface. Ces perturbations mécaniques sont un catalyseur ; elles augmentent l'usure et garantissent que même le meilleur joint ne durera pas longtemps si le reste de l'équipement n'est pas bien entretenu.

Meilleures pratiques en matière de prévention stratégique et de maintenance
Prévenir les défaillances des joints est un exercice de discipline technique. Il faut avoir une vision globale du système et s'assurer que chaque variable - de la structure moléculaire des joints toriques à l'alignement physique de la chaîne cinématique - est optimisée.
Sélection des matériaux : Adaptation des caractéristiques des joints aux paramètres de fonctionnement
La première ligne de défense consiste à s'assurer que le sceau est "adapté à l'objectif". Cela implique un examen rigoureux des PV (produit de la pression P sur les faces du joint et la vitesse V de la face rotative). Les PV définit les limites de la capacité du matériau à maintenir un film lubrifiant.
Les ingénieurs doivent sélectionner des matériaux de surface (par exemple, carbure de tungstène ou graphite de carbone) et des élastomères (par exemple, Viton ou EPDM) capables de résister aux pressions, températures et concentrations chimiques maximales prévues pour l'application.
Protocoles d'alignement et d'installation de précision
L'alignement de précision est un outil de réglage de la fiabilité industrielle. L'utilisation d'un équipement d'alignement au laser pour s'assurer que les arbres du moteur et de la pompe sont concentriques à 0,05 mm près n'est pas négociable pour prolonger la durée de vie des joints. La propreté est le facteur le plus important lors de l'installation ; une empreinte digitale ou un grain de poussière sur les faces du joint peut former un chemin de fuite. En outre, les techniciens doivent s'assurer que le joint est monté à sa longueur de conception correcte pour obtenir le bon rapport d'équilibre, c'est-à-dire avoir une force de fermeture suffisante pour empêcher les fuites et, en même temps, la force de fermeture doit être suffisamment faible pour permettre la lubrification.
Entretien et suivi réguliers
L'antécédent d'une défaillance est une attitude de mise en place et d'oubli. Un programme de maintenance efficace comprend une analyse fréquente des vibrations et une thermographie. Les techniciens peuvent détecter l'usure des roulements ou les défauts d'alignement en observant le spectre des vibrations avant que ces forces n'endommagent le joint. En outre, l'utilisation des plans d'étanchéité API (American Petroleum Institute), notamment le Plan 11 (recirculation) ou le Plan 53 (fluide de barrière externe), permet de s'assurer que l'étanchéité fonctionne dans un environnement contrôlé, débarrassé de la chaleur et des débris, et qu'il fonctionne autour du meilleur point d'efficacité.
Défis spécifiques à l'industrie en matière de défaillance des joints d'étanchéité
La défaillance des joints dans les différents secteurs industriels est très différente, certains catalyseurs environnementaux déterminant le taux de dégradation systémique et la dégradation chimique potentielle. Une approche technique sur mesure est nécessaire pour surmonter les facteurs de stress idiosyncrasiques qui font qu'une approche générique et universelle est intrinsèquement défectueuse :
- Pétrole et gaz : La fragilisation par l'hydrogène des soufflets métalliques et la décompression explosive éventuelle des élastomères secondaires sont dues à des opérations à haute pression et à l'exposition à des gaz corrosifs tels que le H 2 S.
- Alimentation et boissons : L'hygiène est le facteur le plus important ; les joints doivent pouvoir résister aux traitements caustiques de nettoyage en place (CIP) et à la vapeur à haute température sans favoriser la croissance bactérienne ni subir de dégradation des matériaux.
- Traitement chimique : Se concentre sur le confinement complet des produits toxiques ou volatils, généralement avec des joints à double pression pour s'assurer que toute fuite primaire est un fluide tampon inoffensif au lieu du produit à traiter.
- Eau et eaux usées : L'équipement doit être capable de travailler avec des boues abrasives et des gravillons en suspension qui constituent une pâte de broyage et entraînent une usure érosive rapide à l'interface du joint d'étanchéité primaire.
- Production d'électricité : Les systèmes sont concernés par les cycles thermiques extrêmes et la vapeur à grande vitesse, qui peuvent entraîner une fatigue thermique rapide et une distorsion physique des assemblages rotatifs.
Comment les accouplements haute performance KUNLONG éliminent les défaillances à la source
Alors que l'analyse de la fiabilité s'arrête souvent à la face du joint, les ingénieurs chevronnés reconnaissent que l'accouplement est le gardien silencieux de l'interface mécanique. Le matériel KUNLONG s'attaque aux défaillances systémiques à leur source énergétique : la chaîne cinématique. Étant donné que la majorité des ruptures de joints proviennent de vibrations excessives et d'un mauvais alignement de l'arbre, nous apportons la stabilité fondamentale nécessaire pour que les joints atteignent leur durée de vie maximale.
La haute performance de KUNLONG accouplements et accouplements à mâchoires sont conçus pour les charges industrielles les plus exigeantes, offrant une résistance supérieure à la corrosion et une capacité de charge élevée. Pour assurer une synchronisation quasi parfaite, nous maintenons une tolérance exacte de 0,0005 mm - une garantie de précision de 99,9995% qui élimine le "micro-balancement" fatal aux faces d'étanchéité fragiles. Notre mécanisme rigoureux de contrôle de la qualité soumet chaque lot à un processus d'inspection en 15 points, garantissant une durée de vie certifiée de plus de 20 000 cycles.
Qu'il s'agisse de températures extrêmes ou de propriétés antibactériennes de qualité médicale, nos raccords agissent comme un "tampon" mécanique contre le stress opérationnel. En neutralisant les vibrations harmoniques avant qu'elles n'atteignent la chambre de pompage, Kunlong ne se contente pas de fournir du matériel, nous offrons une police d'assurance complète pour l'intégrité de votre système d'étanchéité. Nos solutions sont conçues pour ceux qui refusent de faire des compromis sur la stabilité, assurant que votre équipement reste opérationnel dans les environnements les plus hostiles.

Tendances futures dans les technologies d'étanchéité à haute performance
L'avenir de l'étanchéité se caractérise par le passage des composants mécaniques aux systèmes dits intelligents. Nous assistons à l'émergence de joints intelligents dotés de microcapteurs qui fournissent des informations en temps réel sur la température, la pression et les taux de fuite. Ces capteurs sont introduits dans des systèmes de maintenance prédictive basés sur l'IA qui ont la capacité de calculer la durée de vie utile restante (RUL) d'un joint, sur la base des conditions de fonctionnement réelles.
De même, la science des matériaux évolue vers des faces d'étanchéité autolubrifiantes revêtues de diamant, qui peuvent supporter de longues durées de fonctionnement à sec sans dommage. Parallèlement à ces développements, l'utilisation de matériel de haute précision, comme les accouplements de Kunlong, sera également développée, et sera combinée avec les capteurs de l'IoT pour offrir un "score de santé" complet de l'ensemble de l'assemblage rotatif. L'objectif est un avenir zéro fuite dans lequel la défaillance est anticipée et évitée des semaines avant qu'elle ne puisse se produire.
Conclusion
La défaillance d'un joint n'est pas le fruit du hasard ; c'est une manifestation physique de facteurs de stress prévisibles. Grâce à un examen systématique des causes profondes, qui comprennent la marche à sec, le désalignement mécanique, etc., les opérateurs industriels seront en mesure de transformer leurs services de maintenance en pompiers et en leaders de la fiabilité. Pour réussir dans cet effort, il est non seulement nécessaire d'avoir des joints de haute qualité, mais aussi de se consacrer à une installation de précision, à la compatibilité des matériaux et à l'utilisation de matériel de transmission de haute performance pour séparer le joint et les forces destructrices. Enfin, la recherche de l'intégrité de l'étanchéité est un processus visant à atteindre une stabilité systémique, où toutes les parties de la machine fonctionnent à l'unisson pour s'assurer que le gardien silencieux de l'étanchéité ne trébuche jamais.