










Qu'est-ce que l'uniformité de température (et pourquoi est-elle différente de la stabilité et de la précision) ?
L'uniformité de la température est la différence de température maximale entre les points de mesure les plus chauds et les plus froids à l'intérieur du volume de travail d'une chambre en régime permanent. Elle répond à une question : chaque échantillon à l'intérieur de la chambre subit-il les mêmes conditions thermiques ?
Il est souvent confondu avec deux paramètres apparentés mais distincts :
| Paramètres | Ce qu'il mesure | Spécification typique |
|---|---|---|
| Uniformité (spatiale) | Variation de la température à différents endroits de l'espace de travail | ±1°C (four de laboratoire de précision) à ±10°C (grand séchoir industriel) |
| Stabilité (temporelle) | Variation de la température en un seul point dans le temps | ±0,3°C à ±0,5°C en régime permanent |
| Précision | Différence entre le point de consigne indiqué et la température réelle au niveau du capteur de contrôle | ±0,1°C à ±0,3°C résolution de l'affichage |
Pensez-y de la manière suivante : la précision vous indique si le thermostat dit la vérité. La stabilité indique s'il maintient cette vérité dans le temps. L'uniformité vous indique si chaque coin de la chambre l'entend.
Dans la pratique, ces trois paramètres interagissent. Une chambre peut présenter une précision et une stabilité excellentes au niveau du capteur de contrôle, alors que des problèmes d'uniformité signifient que des échantillons situés à 30 centimètres de distance cuisent à une température totalement différente. Pour les ingénieurs qui spécifient ou exploitent des équipements thermiques, l'uniformité est souvent le paramètre le plus important, car c'est celui qui détermine si chaque pièce, chaque échantillon et chaque lot sont identiques.
AMS 2750, la norme de pyrométrie de l'aérospatiale, classe l'uniformité des fours de la classe 1 (±3°C) à la classe 6 (±28°C). Cette fourchette souligne à quel point les exigences en matière d'uniformité varient d'une application à l'autre. Un four de laboratoire de précision et une grande ligne de séchage industrielle fonctionnent dans des univers d'attente différents. La première étape consiste à comprendre dans quel univers vous vous trouvez.
| Paramètres | Définition | Ce qui se passe en cas d'échec | Critère de référence type |
|---|---|---|---|
| Uniformité (spatiale) | Différence de température maximale dans le volume de travail | Les échantillons placés à des endroits différents ont des histoires thermiques différentes - incohérence des lots, durcissement partiel, données d'essai peu fiables | ±1°C à ±10°C selon l'application |
| Stabilité (temporelle) | Fluctuation de la température en un seul point dans le temps | Dérive du processus pendant les essais de longue durée, prévisions de durée de vie accélérée non valides | ±0,3°C à ±0,5°C |
| Précision | Différence entre la température de consigne et la température réelle au niveau du capteur | Décalage systématique de tous les relevés de température, dérive de l'étalonnage | Affichage ±0,1°C à ±0,3°C |
Le coût réel d'une mauvaise homogénéité de la température
La non-uniformité de la température n'est pas une marge d'erreur tolérable - c'est un défaut structurel qui érode systématiquement la qualité du produit, le respect des réglementations et les marges d'exploitation. Comprendre toute l'étendue de son impact transforme l'uniformité d'une case à cocher de la fiche technique en une priorité commerciale.
Défauts de qualité des produits dans tous les secteurs d'activité
Les conséquences d'une mauvaise uniformité sont spécifiques à chaque secteur, mais le schéma est universel : un chauffage inégal produit des résultats inégaux, et des résultats inégaux produisent des déchets.
Dans la fabrication de produits pharmaceutiques, l'uniformité de la température pendant le séchage détermine directement l'uniformité de la teneur en humidité d'un lot de comprimés. Un cas documenté par la communauté r/pharma décrit une installation où les comprimés proches de l'entrée d'air mesuraient 2,1% d'humidité tandis que ceux qui en étaient éloignés mesuraient 4,8%. Cet écart plaçait le lot bien en dehors de l'enveloppe d'uniformité requise par la FDA. Résultat : 100 000 comprimés mis au rebut, un arrêt de la chaîne de production et un audit de qualité. Après le passage à un système à convection forcée avec une conception et une étanchéité des flux d'air appropriées, l'uniformité de l'humidité s'est améliorée à ±0,3% et le temps de séchage est passé de 8 heures à 5 heures.
Dans le domaine des composites aéronautiques, l'uniformité de la température dans une fourchette de ±3°C à ±5°C sur l'ensemble de l'enveloppe de polymérisation est nécessaire pour obtenir l'adhérence spécifiée entre les fibres et la matrice. Un point froid de 5°C dans un autoclave peut produire une section de stratifié avec une réticulation incomplète de la résine. Le défaut est invisible à l'œil nu mais catastrophique en service. AMS 2750 Classe 2 (±6°C) est le minimum typique pour les applications de polymérisation des composites.
Dans les tests de fiabilité électronique, le vieillissement thermique et le déverminage à des températures non uniformes corrompent les prévisions des tests de durée de vie accélérés. Lorsqu'une zone du circuit imprimé subit des contraintes thermiques systématiquement différentes, l'analyse des modes de défaillance n'a plus aucun sens - les données mettent en évidence des problèmes qui n'existent pas tout en dissimulant ceux qui existent.
Conformité réglementaire et risque d'audit
L'uniformité de la température n'est pas seulement une question d'ingénierie. Il s'agit d'une exigence réglementaire inscrite dans des normes internationales qui ont un poids juridique et commercial.
La CEI 60068-3-7:2020, la norme internationale pour les mesures en chambre de température, régit la manière dont l'uniformité est vérifiée pour les essais environnementaux A (froid) et B (chaleur sèche). La révision de la norme en 2020 a apporté un changement essentiel : le langage est passé de "devrait" à "doit", transformant la vérification de l'uniformité d'une recommandation en une exigence. Les chambres qui ne répondent pas aux critères d'uniformité spécifiés ne sont plus simplement sous-optimales. Elles ne sont pas conformes.
Pour le traitement thermique dans l'aérospatiale, la norme AMS 2750 impose des contrôles réguliers de l'uniformité de la température (TUS) et des tests de précision du système (SAT). Si l'uniformité documentée n'est pas maintenue dans la classe spécifiée, les pièces peuvent être rejetées par les auditeurs des équipementiers, que les pièces elles-mêmes soient exemptes de défauts ou non. La paperasserie est aussi importante que la performance.
Dans les tests de stabilité pharmaceutique, l'ICH Q1A exige que les conditions de température et d'humidité soient documentées pour l'ensemble du volume de stockage. La FDA 21 CFR Part 211.63 stipule que les équipements utilisés dans la fabrication des médicaments "doivent être de conception appropriée, de taille adéquate et situés de manière à faciliter les opérations pour l'usage auquel ils sont destinés". Les auditeurs interprètent cette clause générale comme incluant l'uniformité démontrée de la température.
Le fil conducteur : si vous ne pouvez pas prouver l'uniformité, vous ne pouvez pas prouver la conformité. Et si vous ne pouvez pas prouver la conformité, vous ne pouvez pas expédier.
Coûts cachés : Gaspillage d'énergie, perte de rendement et retouches
Même lorsque le manque d'uniformité n'entraîne pas la défaillance pure et simple du produit, il impose une taxe discrète sur les opérations.
Lorsque les opérateurs savent qu'une chambre comporte des zones chaudes et froides, ils réagissent instinctivement en augmentant la température de consigne ou en prolongeant le temps de trempage en guise d'assurance. La logique est simple : s'assurer que même la zone la plus froide répond aux exigences minimales. Cette surcompensation augmente la consommation d'énergie d'environ 15% à 30%, en fonction de la gravité de la non-uniformité et de la qualité de l'isolation de la chambre.
Le rendement en souffre parallèlement. L'extension d'un cycle de séchage de 5 heures à 8 heures pour compenser la distribution inégale de la chaleur signifie 37,5% de lots en moins par équipe. Sur une ligne de production à plusieurs chambres, cela se traduit par une perte de capacité significative.
Ensuite, il y a la reprise. Les pièces qui sortent des zones froides insuffisamment durcies ou des zones chaudes trop sèches doivent être mises au rebut ou retraitées. Chaque cycle de retouche consomme de l'énergie, de la main-d'œuvre et des créneaux de production supplémentaires. Pendant tout ce temps, la cause première n'est pas traitée.
Normes et références de l'industrie en matière d'uniformité de la température
Si vous spécifiez ou exploitez un équipement thermique, la norme qui régit votre application détermine tout : l'uniformité dont vous avez besoin, la façon dont vous la mesurez et la façon dont vous la prouvez à un auditeur. Commencez par la norme, puis remontez jusqu'à la spécification de la chambre.
| Standard | Industrie / Application | Exigence d'uniformité | Méthode d'essai | Notes clés |
|---|---|---|---|---|
| IEC 60068-3-7:2020 | Essais environnementaux (électronique, automobile) | En fonction de la chambre, vérifié par des mesures | Mesure en charge et en décharge | La révision de 2020 a remplacé "devrait" par "doit" ; couvre les essais A (froid) et B (chaleur sèche). |
| AMS 2750 | Traitement thermique aérospatial | Classe 1 (±3°C) à Classe 6 (±28°C) | TUS + SAT | Nécessité d'une nouvelle enquête périodique ; la documentation est vérifiable |
| GB/T 10586-2025 | Chambres d'essai humidité/chaleur (Chine) | d1,5°C (-40 à +100°C) ; d2,0°C (+100,1 à +150°C) | Mesure en régime permanent avec une grille de capteurs spécifiée | Édition 2025 mise à jour ; norme nationale chinoise pour les enceintes climatiques |
| ASTM E145 | Fours et étuves de laboratoire | Spécifié par la classe de four | Cartographie de la grille des thermocouples | Couramment référencé dans les étalonnages traçables au NIST |
| DIN 12880 | Fours et incubateurs de laboratoire (UE) | Spécifié par la classe de l'appareil | 9 à 27 mesures de grille de thermocouple | Norme allemande ; largement adoptée par les laboratoires d'essai européens |
| ICH Q1A | Essais de stabilité pharmaceutique | ±2°C et ±5% RH typique | Cartographie de la température et de l'humidité | Requis pour les études de stabilité des produits pharmaceutiques soumises à la FDA/EMA |
Une chambre qui indique une uniformité de ±1°C mais qui n'a jamais été vérifiée selon la norme exigée par votre industrie est une lacune de conformité qui ne demande qu'à faire surface lors d'un audit.
Quatre facteurs au niveau du système qui déterminent l'uniformité de la chambre
L'indice d'uniformité figurant sur la fiche technique d'une chambre est le résultat - mais il ne vous dit rien sur la capacité de la chambre à maintenir cette uniformité dans des conditions de fonctionnement réelles, avec des charges réelles, pendant des années. Pour évaluer correctement l'uniformité, il faut examiner les quatre sous-systèmes qui la produisent.
Conception de l'écoulement de l'air - La plus grande influence
L'air est le fluide caloporteur dans les chambres à convection forcée. La façon dont il se déplace détermine la destination de la chaleur.
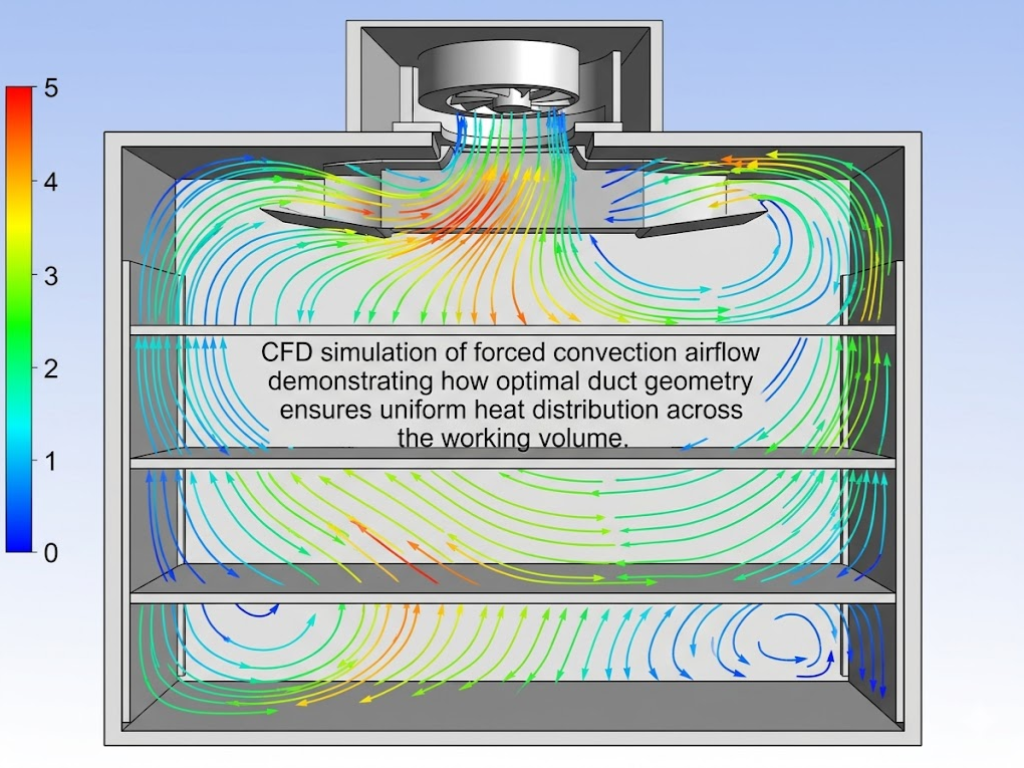
Les systèmes à convection forcée, qui utilisent des ventilateurs pour faire circuler activement l'air à travers les éléments chauffants et dans le volume de travail, permettent généralement d'obtenir une uniformité de ±2°C. La convection naturelle, où l'air chaud monte passivement sans assistance mécanique, peut produire des différences de température de 5°C à 10°C entre le haut et le bas de la chambre. La différence n'est pas subtile : c'est l'écart entre un instrument de précision et une boîte chauffée.
Mais la convection forcée ne suffit pas. La qualité de la conception du flux d'air - emplacement du ventilateur, géométrie du conduit et chemin de retour de l'air - détermine si l'air en mouvement atteint réellement chaque coin du volume de travail. Les chambres haut de gamme utilisent des boîtiers de ventilateur à volute conçus selon les principes de la spirale d'Archimède, répartissant l'air uniformément sur les éléments chauffants avant qu'il ne pénètre dans l'espace de travail. Les plénums de retour d'air garantissent que l'air quittant la chambre est capturé et reconditionné, plutôt que de créer des déséquilibres de pression qui aspirent l'air ambiant.
À l'extrême de la précision, les chambres comme la série Thermo Scientific Forma 3960 utilisent un flux d'air laminaire horizontal à travers des plénums latéraux. Un plenum d'alimentation à pression positive d'un côté et un plenum de retour à pression négative de l'autre permettent d'obtenir une uniformité de ±0,3°C.
Qualité de l'isolation et intégrité de la frontière thermique
Même la meilleure conception des flux d'air ne peut compenser les fuites de chaleur à travers les murs. L'isolation détermine les conditions thermiques aux limites des six surfaces intérieures. Les murs étant les surfaces les plus froides d'une chambre de chauffe, ils sont également à l'origine des points froids.
Les matériaux d'isolation typiques des chambres comprennent la laine minérale, la mousse de polyuréthane (panneaux PUF de 60 mm à 120 mm d'épaisseur, densité e1 kg/cu.ft.) et le coton de silicate d'aluminium. Tous ces matériaux sont ignifuges et indéformables sur toute la plage de température de fonctionnement. Une isolation plus épaisse réduit la perte de chaleur des murs, mais l'avantage de l'uniformité n'est pas linéaire : au-delà d'environ 100 mm, l'amélioration progressive est marginale pour la plupart des applications.
Les ponts thermiques sont plus insidieux que les déperditions uniformes des murs. Il s'agit de points où l'isolation est localement compromise. Les passages de câbles, les trous d'accès pour les tests et les cadres de portes créent tous des chemins de moindre résistance thermique. Un passage de câble de 6,1 cm (2,4 pouces) mal scellé peut produire un écart de température local de 3 à 8 °C près de la pénétration. Il s'agit d'un point froid que la circulation de l'air ne peut à elle seule corriger complètement.
Chargement des échantillons et obstruction du flux d'air
La cause la plus fréquente des problèmes d'uniformité n'est pas un défaut de conception de la chambre. C'est la façon dont la chambre est chargée.
Lorsque les spécimens sont densément emballés, empilés contre les murs ou placés directement devant les évents d'alimentation et de retour, ils perturbent le flux d'air que la chambre a été conçue pour produire. Le résultat est simple : les zones où le flux d'air est restreint sont plus chaudes ou plus froides que les zones où le flux d'air est libre.
Les meilleures pratiques de l'industrie, reflétées dans les manuels des chambres de fabricants tels que l'ESPEC, recommandent de maintenir le volume total des échantillons en dessous d'environ un tiers du volume interne de la chambre. Les spécimens individuels doivent conserver un espace minimum de 50 mm par rapport aux murs intérieurs et de 100 mm par rapport aux évents d'alimentation et de retour d'air. Les spécimens dissipant la chaleur présentent un défi supplémentaire. L'électronique alimentée, les réseaux de LED et les moteurs en marche injectent de la chaleur localement et peuvent créer des points chauds de 5°C à 10°C au-dessus du point de consigne s'ils ne sont pas pris en compte dans la capacité de refroidissement de la chambre.
Intégrité de l'étanchéité - Le facteur que la plupart des ingénieurs négligent
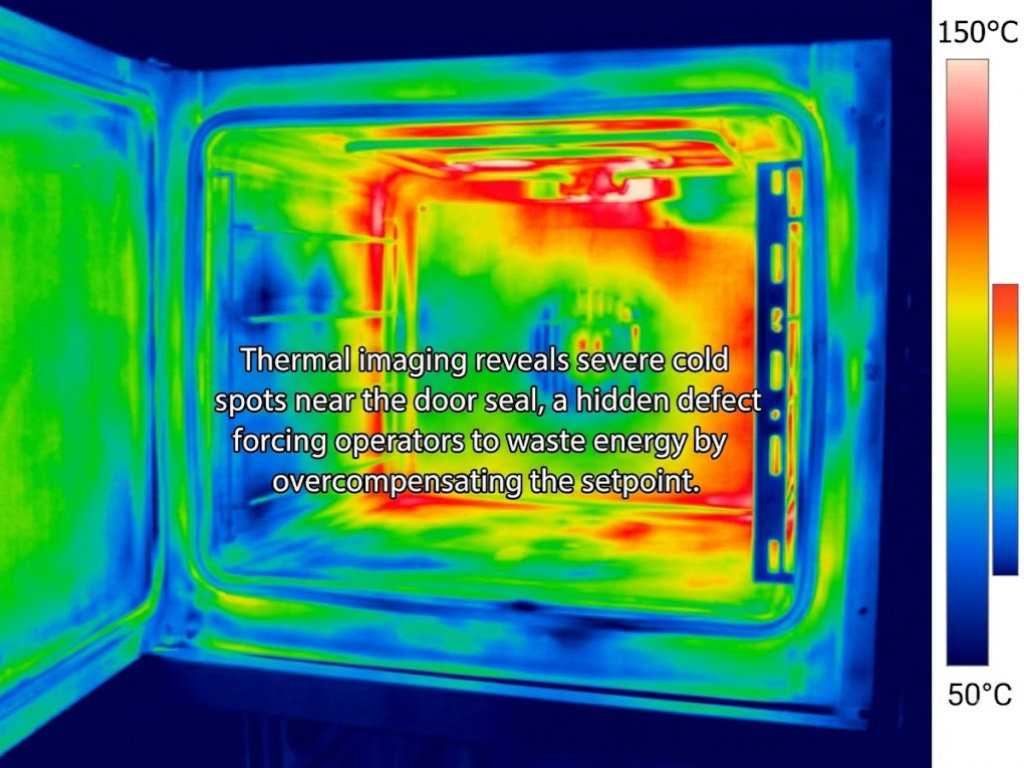
Si le flux d'air est le moteur de l'uniformité et l'isolation le châssis, l'étanchéité est la porte qui maintient l'ensemble du système fermé. Un joint de porte défectueux crée un différentiel de pression entre l'intérieur de la chambre et l'environnement ambiant. Ce différentiel aspire l'air ambiant froid d'un côté et laisse échapper l'air chaud de la chambre d'un autre côté. Il en résulte une boucle de convection que ni le ventilateur ni le chauffage ne peuvent corriger complètement.
Les signes de défaillance de l'étanchéité sont mesurables avant d'être visibles : la consommation d'énergie augmente de plus de 15% par rapport à la moyenne historique aux points de consigne à haute température, le temps de récupération de la température après l'ouverture de la porte s'allonge de plus de 5 minutes par rapport à la ligne de base initiale, et la formation de givre dans la zone d'essai pendant le fonctionnement à basse température.
La méthode standard de détection des fuites est un test de maintien de la pression différentielle : pressuriser la chambre à environ 500 Pa et vérifier que la chute de pression sur 5 minutes ne dépasse pas 50 Pa. Pour le dépannage sur le terrain, une solution d'eau savonneuse (1:3 savon de vaisselle pour de l'eau) appliquée aux bords des joints de porte et aux cadres de fenêtres révèle les fuites par la formation de bulles. L'imagerie thermique à -40°C ou +150°C fournit l'image la plus détaillée, révélant non seulement les fuites des joints mais aussi les défauts d'isolation cachés dans les parois de la chambre.
Les joints de porte en caoutchouc de silicone sont la norme industrielle pour les chambres environnementales. Ils sont conçus pour un service continu de -70°C à +260°C environ. Pour les applications impliquant une exposition à des produits chimiques agressifs ou un fonctionnement prolongé en dessous de zéro, les joints en fluoro-silicone offrent une plage de température plus large et une résistance chimique supérieure.
Mais un joint ne vaut que ce que vaut le matériel qui maintient la porte contre lui. Cela nous amène au facteur le plus négligé de l'uniformité de la température.
Le facteur négligé : Comment les composants matériels font ou défont l'uniformité
L'uniformité de la température d'une enceinte d'essais est déterminée au moment où la porte se ferme. La bande d'étanchéité, les charnières qui l'alignent, les serrures qui la compriment et les orifices d'accès qui la pénètrent - ces quatre catégories de matériel forment une défense à 360° contre les gradients thermiques qui détruisent l'uniformité. Toute faiblesse dans l'une d'entre elles ouvre une brèche qu'aucune optimisation de la circulation de l'air ne peut combler.

Joints de porte et joints d'étanchéité - La frontière thermique à 360
Le joint de porte est le seul élément qui couvre tout le périmètre de la plus grande ouverture de la chambre. Son rôle est de maintenir une surface de contact à pression continue et uniforme contre le corps de la chambre à toutes les températures auxquelles la chambre fonctionne, de -70°C de trempage à froid à +260°C de chaleur sèche.
Le choix du matériau est le premier point de décision. Les joints standard en caoutchouc de silicone couvrent la gamme de températures dont la plupart des chambres ont besoin. Les améliorations apportées au silicone fluoré augmentent la résistance chimique pour les applications pharmaceutiques et biomédicales dans lesquelles des agents de nettoyage à base d'alcool sont utilisés. L'EPDM offre une alternative économique pour les plages de températures modérées, mais n'a pas la capacité de résistance aux températures extrêmes du silicone.
Au-delà des matériaux, c'est la conception structurelle qui compte. Les joints à lèvre unique offrent une seule ligne de contact ; les joints à double lèvre créent une configuration à double barrière qui peut améliorer l'uniformité de la température dans la région du bord d'environ 301 à 501 points de température en emprisonnant une poche d'air statique entre les deux lèvres. Les conceptions de montage en U répartissent la force de compression plus uniformément que les joints à adhésif plat, ce qui réduit la probabilité de voir apparaître des espaces localisés au fur et à mesure que le joint vieillit.
L'entretien des joints est simple mais souvent négligé. Les joints en silicone dans les chambres à haute fréquence d'utilisation (plusieurs ouvertures de porte par jour) doivent généralement être remplacés tous les 2 à 3 ans. Dans les environnements à plus faible fréquence, ce délai peut être porté à 5 ou 7 ans. La procédure de remplacement est importante : préchauffer un nouveau joint à 60°C pendant 30 minutes avant de l'installer détend le matériau et garantit un ajustement uniforme. Les vis de montage doivent être serrées en diagonale à un couple d'environ 1 Nm pour éviter toute déformation.
Charnières et alignement des portes - La géométrie d'une étanchéité parfaite
Un joint de porte ne peut répondre aux spécifications que si la porte rencontre le corps de la chambre avec un jeu uniforme sur tout le périmètre. Les charnières sont le fondement géométrique de cet alignement. Elles sont soumises à des contraintes mécaniques constantes.
La porte d'une chambre d'essai industrielle typique pèse plus de 100 kg. Après des milliers de cycles d'ouverture et de fermeture, la gravité tire la porte vers le bas, les axes de charnière s'usent et la porte s'affaisse. Un espace s'ouvre dans le coin supérieur opposé au côté de la charnière. Lorsque cet espace dépasse environ 0,3 mm, le joint ne peut plus maintenir une compression uniforme et les fuites commencent.
L'analogie avec l'automobile est pertinente : une portière dont les charnières sont usées produit un bruit de vent à la vitesse de l'autoroute parce que le joint n'est plus uniformément comprimé. Dans une chambre d'essai, le "bruit du vent" équivalent est un écart de température de 3°C à 5°C au point de fuite, qui s'aggrave avec le temps.
Les charnières à forte charge, conçues pour 20 000 cycles d'ouverture-fermeture ou plus, sont essentielles pour les chambres dans les environnements de production. Les charnières réglables permettent aux équipes de maintenance de corriger un affaissement mineur avant qu'il ne devienne une défaillance d'étanchéité. Ce réglage sur le terrain peut prolonger la durée de vie du joint et la stabilité de l'uniformité. La vérification standard sur le terrain est une jauge d'épaisseur de 0,1 mm : elle doit rencontrer une résistance légère et uniforme lorsqu'elle est tirée autour de l'ensemble du joint de la porte fermée. Toute position où la jauge passe librement indique un défaut d'alignement qui doit être corrigé.
Serrures à compression et mécanismes de verrouillage - Force d'étanchéité soutenue
La serrure d'une porte de chambre fait plus que sécuriser la porte. Elle génère et maintient la force de compression qui appuie le joint contre le corps de la chambre. Cette force doit être uniforme sur tout le périmètre de la porte et stable sur des milliers de cycles de fonctionnement.
Les serrures à point unique concentrent toute la force de compression en un seul endroit, généralement du côté de la poignée. Il en résulte une compression maximale du joint près de la serrure, qui diminue progressivement vers le côté des charnières. Les serrures à compression multipoints (trois points de verrouillage ou plus répartis le long du bord de la porte) peuvent réduire le gradient de température du bord de 201 à 401 points de température. Il s'agit là d'un gain d'uniformité significatif obtenu uniquement par la sélection des composants.
La diminution de la force de verrouillage est le problème caché. Les serrures à came standard à ressort peuvent perdre de 151 à 251 tonnes de leur force de verrouillage au cours de la première année d'utilisation en production, à mesure que la fatigue du ressort s'installe et que les surfaces de contact de la serrure s'usent. Ce relâchement progressif est invisible pour les opérateurs - la porte semble toujours fermée - mais la compression du joint à l'extrémité de la serrure s'est déjà suffisamment dégradée pour permettre des micro-fuites.
Les mécanismes de verrouillage réglables qui permettent de recalibrer périodiquement la force de verrouillage constituent une contre-mesure pratique. Dans le haut de gamme, les verrous à compression auto-ajustables compensent automatiquement la compression du joint au fil du temps, maintenant une pression constante sur 0,5 mm à 1,5 mm de déformation du joint sans intervention manuelle.
Orifices de câbles et ouvertures d'accès - Les fuites oubliées
Chaque pénétration dans la paroi d'une chambre est une fuite thermique potentielle. Les ports de câbles pour les capteurs, les trous d'accès pour les appareils d'essai et les cadres de visualisation interrompent tous la limite thermique. Les composants d'étanchéité à ces points reçoivent beaucoup moins d'attention que le joint de la porte.
Le diamètre standard de l'orifice du câble sur la plupart des chambres est d'environ 2,4 pouces (6,1 cm), scellé par un bouchon en caoutchouc ou en silicone. Au fil des mois de cycles thermiques, les bouchons en caoutchouc durcissent et se rétractent. Le processus s'accélère à la fois à des températures élevées et à des températures basses extrêmes. Un bouchon bien ajusté lorsqu'il est neuf peut développer un espace annulaire de 0,5 mm après un an de service, créant un chemin de fuite qu'une caméra thermique identifiera facilement comme une déviation locale de 3°C à 8°C.
Les bouchons en silicone sont plus performants que les bouchons en caoutchouc en termes de plage de température et de résistance au vieillissement. Les assemblages d'étanchéité multicouches, avec un bouchon de compression intérieur, une couche d'isolation intermédiaire et un capuchon extérieur, assurent une protection redondante. La recommandation pratique en matière de maintenance est simple : inclure les ports de câbles et les ouvertures d'accès dans la routine d'inspection trimestrielle des joints de porte. Ce qui apparaît sur la caméra thermique au niveau des ports est souvent plus révélateur que ce que l'on voit au niveau de la porte.
La plupart des spécifications d'équipement traitent les joints, les charnières, les serrures et les raccords comme des éléments secondaires. Pourtant, ce sont ces quatre catégories de matériel qui déterminent si une chambre conserve son uniformité telle qu'elle a été construite pendant des années de service ou si elle dérive progressivement vers la non-conformité. Lorsque la porte d'une chambre n'est plus parfaitement étanche, toutes les spécifications de la fiche technique n'ont plus lieu d'être. Le matériel qui maintient cette porte fermée, alignée et uniformément comprimée n'est pas un accessoire du système thermique. C'est le dernier maillon porteur du système thermique.
Sécurisez la frontière thermique de votre chambre avec le matériel KUNLONG
Pour les enceintes d'essais environnementaux et les fours industriels, le matériel standard ne suffit pas. Avec près de 20 ans d'expertise et plus de 20 000 clients dans le monde, KUNLONG Les ingénieurs conçoivent des composants structurels (serrures, charnières et poignées) spécifiquement destinés à éliminer les ponts thermiques et les défaillances d'étanchéité.
- Tolérance extrême : Le matériel et les composants en silicone de qualité médicale sont conçus pour un service continu de -70℃ à +260℃Le produit a été testé au brouillard salin pendant plus de 1 000 heures.
- Une précision sans compromis : Les marges d'erreur sont strictement contrôlées pour 0,0005 mmLa garantie de 20 000 cycles d'ouverture/fermeture permet d'éviter la dégradation de la force de verrouillage.
- Personnalisation rapide : Téléchargements gratuits de CAO en 3D, modèles 3D personnalisés sous 7 jours et échantillonnage accéléré pour s'adapter parfaitement à la géométrie spécifique de votre chambre.
Améliorez le dernier élément porteur de votre chambre.
Courriel : yuki@kunlong.net
Téléphone : +86 18024916751 | Tél : 86-769-22687696
Vérification et maintien de l'uniformité de la température à long terme
Il est utile de comprendre ce qui rompt l'uniformité. Savoir comment le vérifier et le maintenir vérifié pendant des années est ce qui sépare un processus fiable d'un mal de tête récurrent.
Méthodes de vérification
La cartographie des températures est la méthode de vérification standard. Conformément à la norme DIN 12880, 9 à 27 thermocouples calibrés sont placés dans une grille tridimensionnelle dans l'ensemble du volume de travail, et les données de température sont enregistrées en régime permanent. La différence entre les relevés les plus élevés et les plus bas à un moment donné est le chiffre d'uniformité.
La CEI 60068-3-7:2020 précise que la cartographie doit être réalisée à la fois sans charge et avec une charge représentative, car la charge de l'échantillon modifie le flux d'air et la distribution de la chaleur. Pour les chambres utilisées dans les applications aérospatiales, la norme AMS 2750 impose des contrôles périodiques de l'uniformité de la température (TUS) à des intervalles déterminés par la classe du four. Les classes plus strictes exigent des contrôles plus fréquents.
En Chine, la norme JJF 1101-2003 définit les spécifications d'étalonnage des équipements d'essai environnemental, en utilisant une méthode de mesure en 9 ou 27 points conforme aux pratiques internationales.
Liste de contrôle de l'entretien
L'uniformité se dégrade progressivement. La cadence de maintenance suivante permet de détecter les problèmes avant qu'ils ne deviennent des défaillances :
L'analogie avec l'entretien automobile est valable : on n'attend pas que la courroie de distribution casse pour la remplacer. L'uniformité de la température mérite la même discipline préventive. Le coût de la découverte d'un défaut d'uniformité lors d'un audit client ou d'une enquête sur la qualité d'un lot est de plusieurs ordres de grandeur supérieur au coût de l'entretien qui permet de l'éviter.
Références
- CEI. "IEC 60068-3-7:2020 - Essais d'environnement - Partie 3-7 : Documentation d'appui et lignes directrices - Mesures dans des enceintes thermiques." 2020. https://webstore.iec.ch/en/publication/63798
- SAE International. "AMS 2750 - Pyrométrie. Édition actuelle. https://www.sae.org/standards/content/ams2750/
- Administration chinoise de la normalisation. "GB/T 10586-2025 - Technical Specifications for Humidity and Heat Test Chambers (Spécifications techniques pour les chambres d'essai d'humidité et de chaleur). 2025.
- ASTM International. "ASTM E145 - Standard Specification for Gravity-Convection and Forced-Ventilation Ovens (Spécification standard pour les fours à convection par gravité et à ventilation forcée). Édition actuelle.
- Deutsches Institut für Normung. "DIN 12880 - Appareils électriques de laboratoire - Fours et incubateurs chauffants. Édition actuelle.
- ICH. "ICH Q1A(R2) - Essais de stabilité des nouveaux produits et substances médicamenteuses. 2003. https://www.ich.org/page/quality-guidelines
- NIST. "Gregory F. Strouse - Temperature Metrology". Institut national des normes et de la technologie. https://www.nist.gov/people/gregory-f-strouse
- FDA DES ÉTATS-UNIS. "21 CFR Part 211 - Current Good Manufacturing Practice for Finished Pharmaceuticals (Bonnes pratiques de fabrication pour les produits pharmaceutiques finis). https://www.accessdata.fda.gov/scripts/cdrh/cfdocs/cfcfr/CFRSearch.cfm?CFRPart=211





