










Что такое равномерность температуры (и чем она отличается от стабильности и точности)
Однородность температуры - это максимальная разница температур между самой горячей и самой холодной точками измерения в рабочем объеме камеры в установившемся режиме. Она отвечает на один вопрос: все ли образцы в камере находятся в одинаковых температурных условиях?
Его часто путают с двумя родственными, но разными параметрами:
| Параметр | Что он измеряет | Типовая спецификация |
|---|---|---|
| Равномерность (пространственная) | Изменение температуры в разных местах рабочего пространства | От ±1°C (прецизионная лабораторная печь) до ±10°C (большая промышленная сушилка) |
| Стабильность (временная) | Изменение температуры в одной точке с течением времени | ±0,3°C - ±0,5°C в установившемся режиме |
| Точность | Разница между заданным значением и фактической температурой на датчике управления | Разрешение дисплея ±0,1°C - ±0,3°C |
Подумайте об этом так: точность говорит о том, что термостат говорит правду. Стабильность говорит о том, сохраняет ли он эту правду с течением времени. Равномерность говорит о том, слышит ли ее каждый уголок камеры.
На практике эти три параметра взаимодействуют. Камера может иметь отличную точность и стабильность на контрольном датчике, в то время как проблемы с однородностью приводят к тому, что образцы, находящиеся в 30 сантиметрах от нее, выпекаются при совершенно другой температуре. Для инженеров, разрабатывающих или эксплуатирующих тепловое оборудование, однородность часто является параметром, который имеет наибольшее значение - ведь именно от него зависит, будет ли каждая деталь, каждый образец и каждая партия получаться одинаковой.
AMS 2750, стандарт пирометрии для аэрокосмической промышленности, классифицирует однородность печей от класса 1 (±3°C) до класса 6 (±28°C). Этот диапазон подчеркивает, насколько сильно различаются требования к однородности в зависимости от области применения. Прецизионная лабораторная печь и крупная промышленная линия полимеризации работают в разных вселенных ожиданий. Понимание того, в какой вселенной вы находитесь, является первым шагом.
| Параметр | Определение | Что происходит в случае неудачи | Типичный контрольный показатель |
|---|---|---|---|
| Равномерность (пространственная) | Максимальная разность температур в рабочем объеме | Образцы, расположенные в разных местах, имеют разную тепловую историю - несоответствие партии, частичное отверждение, недостоверные данные испытаний | От ±1°C до ±10°C в зависимости от применения |
| Стабильность (временная) | Колебания температуры в одной точке с течением времени | Дрейф процесса во время длительных испытаний, неточные прогнозы ускоренного срока службы | ±0,3°C - ±0,5°C |
| Точность | Разница между заданной и фактической температурой на датчике | Систематическое смещение всех показаний температуры, дрейф калибровки | Отображение ±0,1°C - ±0,3°C |
Реальная цена плохой равномерности температуры
Неравномерность температуры - это не допустимая погрешность, а структурный дефект, который систематически подрывает качество продукции, нормативную устойчивость и операционную прибыль. Понимание всего масштаба ее влияния превращает однородность из галочки в спецификации в приоритет бизнеса.
Неудачи с качеством продукции в разных отраслях
Последствия плохой равномерности зависят от отрасли, но схема универсальна: неравномерный нагрев приводит к неравномерным результатам, а неравномерные результаты - к отходам.
В фармацевтическом производстве равномерность температуры при сушке напрямую контролирует равномерность содержания влаги в партии таблеток. Задокументированный случай из сообщества r/pharma описывает предприятие, где таблетки, расположенные вблизи воздухозаборника, имели влажность 2,1%, а те, что находились вдали от него, - 4,8%. Такой разрыв выводил партию далеко за пределы требуемой FDA границы однородности. Результат: 100 000 таблеток отправлены в утиль, производственная линия остановлена, и проведен аудит качества. После перехода на систему принудительной конвекции с правильной организацией воздушного потока и герметизацией равномерность влажности повысилась до ±0,3%, а время сушки сократилось с 8 до 5 часов.
При отверждении аэрокосмических композитов для достижения заданной адгезии волокна с матрицей требуется равномерность температуры в пределах от ±3°C до ±5°C по всей зоне отверждения. Холодный участок в автоклаве с температурой 5°C может привести к образованию ламината с неполным сшиванием смолы. Дефект невидим невооруженным глазом, но катастрофичен в эксплуатации. Класс 2 AMS 2750 (±6°C) является типичным минимумом для применения при отверждении композитов.
При испытаниях электроники на надежность тепловое старение и выгорание при неоднородных температурах искажают прогнозы ускоренных испытаний на долговечность. Когда одна зона печатной платы испытывает систематически разные тепловые нагрузки, анализ режимов отказов становится бессмысленным - данные указывают на несуществующие проблемы, скрывая при этом те, которые существуют.
Нормативно-правовое соответствие и аудиторские риски
Равномерность температуры - это не просто инженерная задача. Это нормативное требование, закрепленное в международных стандартах, которые имеют юридический и коммерческий вес.
IEC 60068-3-7:2020, международный стандарт для измерений в температурных камерах, регламентирует порядок проверки однородности для испытаний в условиях окружающей среды A (холод) и B (сухое тепло). В пересмотренном в 2020 году стандарте произошло критическое изменение: формулировка перешла от "должен" к "обязан", превратив проверку однородности из рекомендации в требование. Камеры, которые не соответствуют установленным критериям однородности, больше не являются просто неоптимальными. Они не соответствуют требованиям.
Для термообработки в аэрокосмической отрасли стандарт AMS 2750 предписывает регулярно проводить исследования равномерности температуры (TUS) и испытания точности системы (SAT). Неспособность поддерживать задокументированную однородность в пределах указанного класса может привести к тому, что детали будут отклонены аудиторами OEM-производителей, независимо от того, являются ли сами детали бездефектными. Документация имеет такое же значение, как и характеристики.
При проведении испытаний на стабильность фармацевтических препаратов стандарт ICH Q1A требует документирования условий температуры и влажности во всем объеме хранения. Согласно FDA 21 CFR Part 211.63, оборудование, используемое в производстве лекарственных средств, "должно иметь соответствующую конструкцию, достаточный размер и удобное расположение для облегчения работы в соответствии с его назначением". Аудиторы интерпретируют это общее положение как включающее демонстрацию равномерности температуры.
Общий вывод: если вы не можете доказать единообразие, вы не можете доказать соответствие. А если вы не можете доказать соответствие, вы не можете отправлять грузы.
Скрытые расходы: Энергозатраты, потери производительности и переделки
Даже если плохая однородность не приводит к прямому отказу продукции, она накладывает тихий налог на производство.
Когда операторы знают, что в камере есть горячая и холодная зоны, инстинктивная реакция - повысить заданную температуру или увеличить время выдержки для страховки. Логика проста: даже самая холодная зона должна соответствовать минимальным требованиям. Такая чрезмерная компенсация увеличивает потребление энергии примерно на 15% - 30%, в зависимости от степени неравномерности и качества изоляции камеры.
Параллельно снижается производительность. Увеличение 5-часового цикла сушки до 8 часов для компенсации неравномерного распределения тепла означает уменьшение количества партий на 37,5% за смену. На многокамерной производственной линии это приводит к значительной потере производительности.
Затем следует повторная обработка. Детали, которые выходят из холодных зон с недостаточным отверждением или из горячих зон с избыточной сушкой, должны быть либо отбракованы, либо переработаны. Каждый цикл доработки требует дополнительных затрат энергии, труда и времени. При этом первопричина остается неустраненной.
Промышленные стандарты и контрольные показатели равномерности температуры
Если вы разрабатываете или эксплуатируете тепловое оборудование, стандарт, регулирующий его применение, определяет все: необходимую вам однородность, способы ее измерения и доказательства аудитору. Начните со стандарта, а затем двигайтесь назад к спецификации камеры.
| Стандарт | Промышленность / Применение | Требование единообразия | Метод испытания | Ключевые заметки |
|---|---|---|---|---|
| IEC 60068-3-7:2020 | Испытания на воздействие окружающей среды (электроника, автомобилестроение) | Зависит от камеры, проверяется с помощью измерений | Измерения под нагрузкой и без нагрузки | В редакции 2020 года слово "следует" заменено на "должен"; охватывает испытания A (холод) и B (сухое тепло) |
| AMS 2750 | Термообработка в аэрокосмической промышленности | Класс 1 (±3°C) - Класс 6 (±28°C) | ТУС + САТ | Требуется периодическое повторное обследование; документация подлежит аудиту |
| GB/T 10586-2025 | Камеры для испытаний на влажность/тепло (Китай) | d1.5°C (от -40 до +100°C); d2.0°C (от +100.1 до +150°C) | Измерения в установившемся режиме с заданной сеткой датчиков | Обновленное издание 2025 года; китайский национальный стандарт для экологических камер |
| ASTM E145 | Лабораторные печи и печи | Определяется классом печи | Картирование сетки термопар | Обычно используется при калибровке по методике NIST |
| DIN 12880 | Лабораторные печи и инкубаторы (ЕС) | Определяется классом устройства | От 9 до 27 измерений сетки термопар | Немецкий стандарт; широко распространен среди европейских испытательных лабораторий |
| ICH Q1A | Испытание фармацевтической стабильности | ±2°C и ±5% отн. вр. | Картирование температуры и влажности | Требуется для исследований стабильности лекарственных средств, представляемых в FDA/EMA |
Камера, в которой заявлена однородность ±1°C, но которая никогда не проверялась на соответствие стандарту, требуемому в вашей отрасли, - это пробел в соответствии, который может всплыть во время аудита.
Четыре системных фактора, определяющих однородность камеры
Номер однородности камеры в техническом паспорте - это результат, но он ничего не говорит о том, будет ли камера сохранять эту однородность в реальных условиях эксплуатации, при реальных нагрузках, в течение многих лет службы. Чтобы правильно оценить однородность, необходимо рассмотреть четыре подсистемы, которые ее создают.
Дизайн воздушного потока - самое большое влияние
Воздух является теплоносителем в камерах с принудительной конвекцией. То, как он движется, определяет, куда уходит тепло.
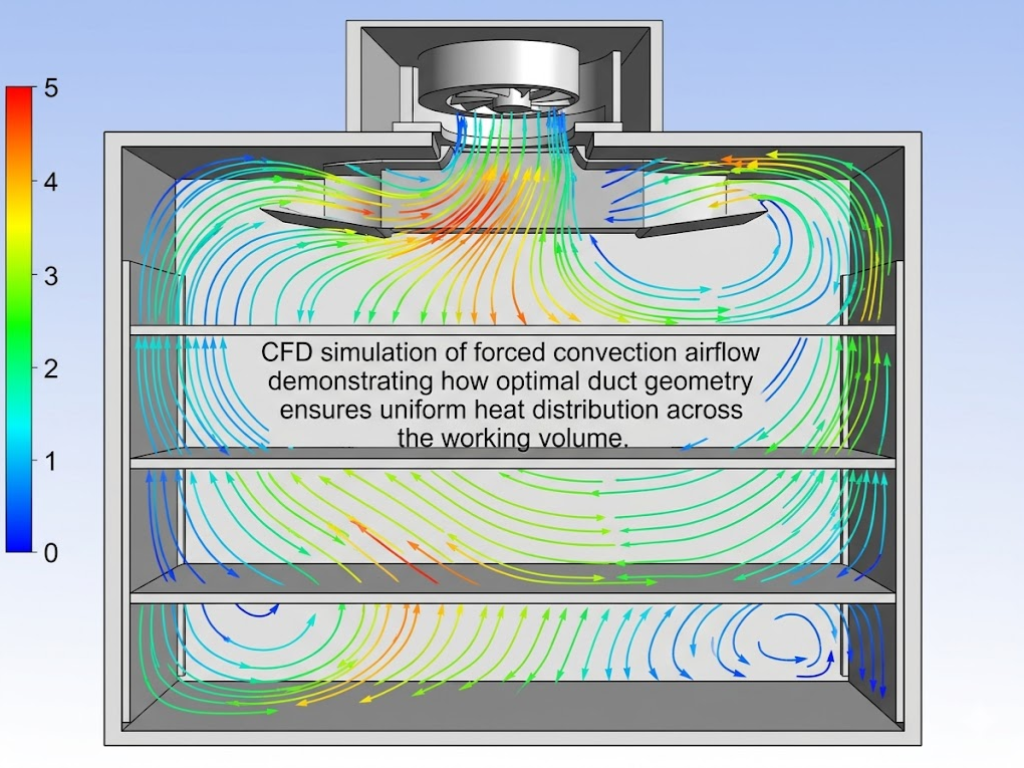
Системы принудительной конвекции, в которых используются вентиляторы для активной циркуляции воздуха через нагревательные элементы и по всему рабочему объему, обычно обеспечивают равномерность в пределах ±2°C. Естественная конвекция, при которой горячий воздух поднимается пассивно, без механической помощи, может создавать разницу температур между верхней и нижней частями камеры от 5 до 10 °C. Разница не так уж и мала: это разница между точным прибором и нагреваемой коробкой.
Но одной принудительной конвекции недостаточно. Качество конструкции воздушного потока - размещение вентилятора, геометрия воздуховодов и пути возврата воздуха - определяет, достигнет ли движущийся воздух всех уголков рабочего пространства. В камерах высокого класса используются спиральные корпуса вентиляторов, разработанные по принципу архимедовой спирали, которые равномерно распределяют воздух по нагревательным элементам еще до того, как он попадает в рабочую зону. Возвратные коллекторы обеспечивают улавливание и регенерацию воздуха, выходящего из камеры, а не создают дисбаланс давления, втягивая окружающий воздух.
В камерах серии Thermo Scientific Forma 3960, отличающихся предельной точностью, используется горизонтальный ламинарный поток воздуха через боковые пленумы. Пленум с положительным давлением на одной стороне и возврат с отрицательным давлением на другой позволяют достичь однородности с точностью до ±0,3°C.
Качество изоляции и целостность тепловой границы
Даже самый лучший дизайн воздушного потока не может компенсировать утечку тепла через стены. Изоляция определяет тепловое граничное состояние на всех шести внутренних поверхностях. Поскольку стены являются самыми холодными поверхностями в отопительной камере, именно на них возникают холодные зоны.
Типичные изоляционные материалы для камер включают минеральную вату, пенополиуретан (плиты PUF толщиной от 60 до 120 мм, плотность e1 кг/куб. фут) и алюмосиликатную вату. Все они огнестойки и стабильны по размерам в диапазоне рабочих температур. Более толстая изоляция снижает теплопотери стен, но преимущество однородности нелинейно: после толщины примерно 100 мм улучшение незначительно для большинства применений.
Более коварными, чем равномерные потери в стенах, являются тепловые мосты. Это места, где изоляция локально нарушена. Кабельные порты, отверстия для доступа при испытаниях, дверные коробки - все это создает пути с пониженным тепловым сопротивлением. Плохо загерметизированный 2,4-дюймовый (6,1 см) кабельный порт может создать локальное отклонение температуры от 3°C до 8°C вблизи места проникновения. Это холодное место, которое не может полностью исправить только воздушный поток.
Загрузка образцов и препятствие воздушному потоку
Наиболее частой причиной проблем с равномерностью заряжания является не конструктивный недостаток патронника. Это способ заряжания патрона.
Если образцы плотно упакованы, сложены у стен или размещены непосредственно перед приточными и вытяжными вентиляционными отверстиями, они нарушают структуру воздушного потока, для которой была разработана камера. Результат очевиден: в зонах с ограниченным потоком воздуха становится жарче или холоднее, чем в зонах со свободным потоком воздуха.
Передовая практика, отраженная в руководствах по камерам от таких производителей, как ESPEC, рекомендует не превышать общий объем образцов примерно на одну треть от внутреннего объема камеры. Отдельные образцы должны находиться на расстоянии не менее 50 мм от внутренних стен и 100 мм от вентиляционных отверстий для подачи и возврата воздуха. Дополнительную проблему представляют теплоотводящие образцы. Работающая электроника, светодиодные матрицы и работающие двигатели локально выделяют тепло и могут создавать горячие точки на 5-10°C выше заданной температуры, если не учитывать охлаждающую способность камеры.
Целостность уплотнения - фактор, который большинство инженеров упускают из виду
Если воздушный поток - это двигатель равномерности, а изоляция - шасси, то уплотнение - это дверь, которая держит всю систему закрытой. Нарушенное уплотнение двери создает разницу давлений между внутренним пространством камеры и окружающей средой. Этот перепад втягивает холодный окружающий воздух с одного края и пропускает нагретый воздух камеры с другого. В результате образуется конвекционная петля, которую не могут полностью устранить ни вентилятор, ни нагреватель.
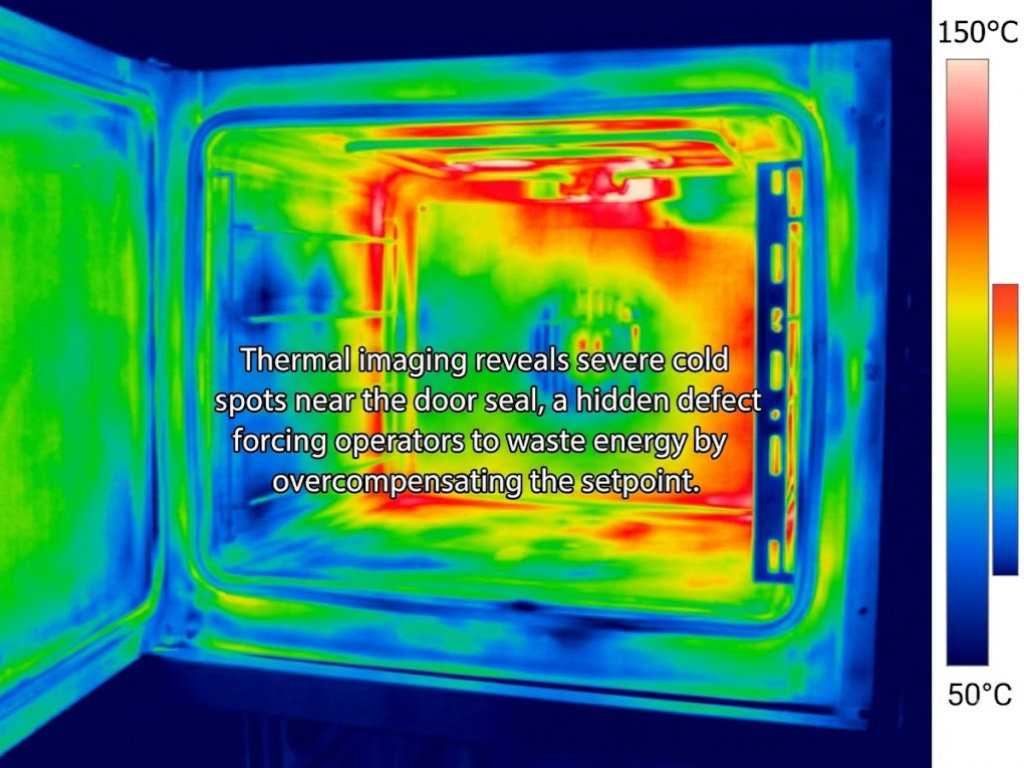
Признаки нарушения герметичности можно определить еще до того, как они станут заметны: увеличение энергопотребления более чем на 15% выше среднего исторического уровня при заданных значениях высокой температуры, время восстановления температуры после открытия двери на 5 минут дольше исходного базового уровня, а также образование инея в зоне испытаний при работе в условиях низкой температуры.
Стандартным методом обнаружения утечек является испытание на удержание дифференциального давления: нагнетайте давление в камере примерно до 500 Па и убедитесь, что падение давления в течение 5 минут не превышает 50 Па. Для устранения неисправностей в полевых условиях мыльный раствор (1:3 посудного мыла к воде), нанесенный на края дверных уплотнителей и оконные рамы, позволяет обнаружить утечки через образование пузырьков. Тепловидение при температуре -40°C или +150°C дает наиболее подробную картину, выявляя не только протечки уплотнений, но и скрытые нарушения изоляции в стенах камеры.
Дверные уплотнения из силиконовой резины являются промышленным стандартом для экологических камер, рассчитанных на непрерывную эксплуатацию при температуре от -70°C до +260°C. Для применения в условиях агрессивного химического воздействия или длительной работы при отрицательных температурах фторсиликоновые уплотнения обеспечивают более широкий температурный диапазон и превосходную химическую стойкость.
Но уплотнитель хорош лишь настолько, насколько хороша фурнитура, которая прижимает к нему дверь. Это подводит нас к самому упускаемому из виду фактору равномерности температуры.
Упущенный фактор: Как аппаратные компоненты обеспечивают или нарушают единообразие
Равномерность температуры в испытательной камере в конечном итоге определяется в момент закрытия двери. Уплотнительная лента, петли, которые ее выравнивают, замки, которые ее сжимают, и отверстия для доступа, которые в нее проникают, - эти четыре категории оборудования образуют 360-градусную защиту от тепловых градиентов, которые разрушают однородность. Любое слабое место в одной из них открывает брешь, которую не сможет закрыть никакая оптимизация воздушного потока.

Дверные уплотнители и прокладки - тепловая граница 360°
Уплотнение двери - единственный компонент, который охватывает весь периметр самого большого отверстия камеры. Его задача - поддерживать непрерывное, равномерное давление на корпус камеры при любой температуре, при которой работает камера, от -70°C холодного выдерживания до +260°C сухого жара.
Выбор материала - это первое решение. Стандартные уплотнения из силиконовой резины покрывают температурный диапазон, необходимый для большинства камер. Фторсиликон повышает химическую стойкость для фармацевтических и биомедицинских применений, где используются чистящие средства на спиртовой основе. EPDM - экономичная альтернатива для умеренных температурных диапазонов, но не обладает экстремальными температурными характеристиками силикона.
Помимо материала, значение имеет конструкция. Уплотнения с одной кромкой обеспечивают одну линию контакта; уплотнения с двумя кромками создают конфигурацию с двумя барьерами, которая может улучшить равномерность температуры в краевых зонах на величину от 30% до 50% за счет статического воздушного кармана между двумя кромками. U-канальные монтажные конструкции распределяют усилие сжатия более равномерно, чем плоские клеевые уплотнения, что снижает вероятность образования локальных зазоров по мере старения уплотнения.
Уход за уплотнениями прост, но часто им пренебрегают. Силиконовые уплотнения в камерах с высокой частотой использования (несколько открываний дверей в день) обычно требуют замены каждые 2-3 года. В камерах с более низкой частотой использования этот срок может быть увеличен до 5-7 лет. Процедура замены имеет значение: предварительный нагрев нового уплотнения при 60°C в течение 30 минут перед установкой расслабляет материал и обеспечивает равномерное прилегание. Крепежные винты следует затягивать в диагональном порядке с моментом около 1 Нм, чтобы предотвратить деформацию.
Петли и выравнивание дверей - геометрия идеального уплотнения
Уплотнение двери может соответствовать спецификации только в том случае, если дверь прилегает к корпусу камеры с равномерным зазором по всему периметру. Петли являются геометрической основой такого выравнивания. Они находятся под постоянным механическим напряжением.
Обычная дверь промышленной испытательной камеры весит более 100 кг. За тысячи циклов открывания-закрывания сила тяжести тянет дверь вниз, штифты петель изнашиваются, и дверь провисает. В верхнем углу, противоположном стороне петель, образуется зазор. Когда этот зазор превышает примерно 0,3 мм, уплотнение больше не может поддерживать равномерное сжатие, и начинается утечка.
Аналогия с автомобилем вполне уместна: дверь автомобиля с изношенными петлями издает шум ветра на скорости, потому что уплотнение больше не сжимается равномерно. В испытательной камере эквивалентным "шумом ветра" является отклонение температуры в месте утечки на 3-5 °C, которое со временем только усиливается.
Петли для высоких нагрузок, рассчитанные на 20 000 и более циклов открытия-закрытия, необходимы для камер в производственных условиях. Регулируемые конструкции петель позволяют специалистам по техническому обслуживанию устранить незначительное провисание до того, как оно приведет к нарушению герметичности. Такая регулировка в полевых условиях может продлить срок службы уплотнения и стабильность однородности. Стандартной проверкой на месте является щуп диаметром 0,1 мм: при проведении по всему шву закрытой двери он должен встречать небольшое равномерное сопротивление. Любое положение, в котором щуп проходит свободно, указывает на несоосность, требующую исправления.
Компрессионные замки и механизмы защелкивания - постоянное усилие герметизации
Замок на двери камеры не просто фиксирует дверь. Он создает и поддерживает усилие сжатия, которое прижимает уплотнение к корпусу камеры. Это усилие должно быть равномерным по всему периметру двери и стабильным в течение тысяч рабочих циклов.
Одноточечные замки концентрируют всю силу сжатия в одном месте, обычно со стороны ручки. В результате максимальное сжатие уплотнения происходит вблизи замка, постепенно уменьшаясь по направлению к петлям. Многоточечные компрессионные замки (три или более точек защелкивания, распределенных по краю двери) могут уменьшить градиент температуры по краю на величину от 20% до 40%. Это значительный выигрыш в однородности, достигаемый исключительно за счет выбора компонентов.
Уменьшение усилия запирания - скрытая проблема. Стандартные пружинные кулачковые замки могут потерять от 15% до 25% своего усилия запирания в течение первого года использования, поскольку наступает усталость пружины и изнашиваются контактные поверхности защелки. Это постепенное ослабление незаметно для оператора - дверь по-прежнему кажется закрытой, - но сжатие уплотнителя на дальнем от замка краю уже достаточно ослабло, чтобы допустить микроутечку.
Регулируемые механизмы защелкивания, позволяющие периодически перекалибровать усилие защелкивания, являются практичной мерой противодействия. На более высоком уровне саморегулирующиеся компрессионные замки автоматически компенсируют сжатие уплотнения с течением времени, поддерживая постоянное давление прокладки при деформации уплотнения от 0,5 до 1,5 мм без ручного вмешательства.
Кабельные порты и отверстия для доступа - забытые пути утечки
Каждое отверстие в стене камеры - это потенциальная тепловая утечка. Кабельные порты для проводки датчиков, отверстия для доступа к испытательным приспособлениям, рамы смотровых окон - все это прерывает тепловую границу. Уплотнительным компонентам в этих местах уделяется гораздо меньше внимания, чем дверному уплотнению.
Стандартный диаметр кабельного порта в большинстве камер составляет примерно 2,4 дюйма (6,1 см) и закрывается резиновой или силиконовой заглушкой. За несколько месяцев термоциклирования резиновые заглушки твердеют и сжимаются. Этот процесс ускоряется как при высоких, так и при низких температурах. Заглушка, плотно прилегающая в новом состоянии, через год эксплуатации может образовать кольцевой зазор 0,5 мм, создавая путь утечки, который тепловизионная камера легко определит как локальное отклонение от 3 до 8 °C.
Силиконовые заглушки портов превосходят резиновые как по температурному диапазону, так и по устойчивости к старению. Многослойные уплотнительные узлы с внутренней компрессионной заглушкой, средним изоляционным слоем и внешней крышкой обеспечивают надежную защиту. Практическая рекомендация по обслуживанию проста: включайте кабельные порты и отверстия доступа в процедуру ежеквартальной проверки уплотнения двери. То, что видно на тепловизионной камере в портах, часто более показательно, чем то, что видно на двери.
В большинстве спецификаций оборудования уплотнения, петли, замки и фитинги портов рассматриваются как второстепенные детали. Но именно от этих четырех категорий оборудования зависит, сохранит ли камера свою заводскую однородность в течение многих лет эксплуатации или постепенно придет в несоответствие. Когда дверь камеры перестает быть идеально герметичной, все спецификации в техническом паспорте становятся неважными. Оборудование, которое удерживает дверь закрытой, выровненной и равномерно сжатой, не является дополнительным элементом тепловой системы. Это последнее, несущее звено тепловой системы.
Защитите тепловую границу вашей камеры с помощью оборудования KUNLONG
Для испытательных камер и промышленных печей стандартного оборудования недостаточно. Мы обладаем почти 20-летним опытом и более чем 20 000 клиентов по всему миру, КУНЛОНГ конструктивные элементы (замки, петли и ручки), разработанные специально для устранения теплового моста и нарушения герметичности.
- Крайняя терпимость: Аппаратное обеспечение и компоненты из медицинского силикона, рассчитанные на длительную эксплуатацию в условиях от -70℃ до +260℃Выдерживает 1000+ часов испытаний соляным туманом.
- Бескомпромиссная точность: Пределы погрешности строго контролируются, чтобы 0,0005 ммГарантия на 20 000+ циклов открывания-закрывания, предотвращающая ослабление силы защелкивания.
- Быстрая настройка: Бесплатная загрузка 3D CAD, изготовление 3D-моделей в течение 7 дней и ускоренный отбор образцов для точного соответствия геометрии вашей камеры.
Обновите последнее несущее звено вашей камеры.
Электронная почта: yuki@kunlong.net
Телефон: +86 18024916751 | Тел: 86-769-22687696
Проверка и поддержание равномерной температуры в течение длительного времени
Понимание того, что нарушает однородность, полезно. Знание того, как это проверить и сохранить в течение многих лет эксплуатации, - вот что отделяет надежный процесс от постоянной головной боли.
Методы проверки
Стандартным методом проверки является температурное картирование. Согласно DIN 12880, от 9 до 27 калиброванных термопар размещаются в трехмерной сетке по всему рабочему объему, и регистрируются данные о температуре в установившемся режиме. Разница между самым высоким и самым низким показаниями в любой момент времени является показателем равномерности.
В стандарте IEC 60068-3-7:2020 указано, что картирование должно проводиться как без нагрузки, так и с репрезентативной нагрузкой, поскольку нагрузка на образец изменяет поток воздуха и распределение тепла. Для камер, используемых в аэрокосмической промышленности, стандарт AMS 2750 предписывает периодически проводить исследования равномерности температуры (TUS) с интервалами, определяемыми классом печи. Более строгие классы требуют более частого повторного обследования.
В Китае JJF 1101-2003 содержит спецификацию калибровки оборудования для экологических испытаний с использованием 9- или 27-точечного метода измерения в соответствии с международной практикой.
Контрольный список технического обслуживания
Равномерность ухудшается постепенно. Следующее техническое обслуживание позволяет выявить проблемы до того, как они превратятся в отказы:
Аналогия с техническим обслуживанием автомобилей: вы не ждете, пока ремень ГРМ порвется, прежде чем его заменить. Равномерность температуры заслуживает такой же профилактической дисциплины. Стоимость обнаружения нарушения равномерности во время аудита клиентов или исследования качества партии на порядки выше, чем стоимость технического обслуживания, которое его предотвращает.
Ссылки
- МЭК. "IEC 60068-3-7:2020 - Испытания в условиях окружающей среды - Часть 3-7: Вспомогательная документация и руководство - Измерения в температурных камерах". 2020. https://webstore.iec.ch/en/publication/63798
- SAE International. "AMS 2750 - Пирометрия". Текущее издание. https://www.sae.org/standards/content/ams2750/
- Управление по стандартизации Китая. "GB/T 10586-2025 - Технические характеристики камер для испытаний на влажность и тепло". 2025.
- ASTM International. "ASTM E145 - Стандартная спецификация для печей с гравитационной конвекцией и принудительной вентиляцией". Текущая редакция.
- Немецкий институт нормирования. "DIN 12880 - Электрические лабораторные приборы - Нагревательные печи и инкубаторы". Текущее издание.
- ICH. "ICH Q1A(R2) - Испытание стабильности новых лекарственных веществ и продуктов". 2003. https://www.ich.org/page/quality-guidelines
- NIST. "Грегори Ф. Строуз - температурная метрология". Национальный институт стандартов и технологий. https://www.nist.gov/people/gregory-f-strouse
- УПРАВЛЕНИЕ ПО КОНТРОЛЮ ЗА ПРОДУКТАМИ И ЛЕКАРСТВАМИ США. "21 CFR Part 211 - Current Good Manufacturing Practice for Finished Pharmaceuticals". https://www.accessdata.fda.gov/scripts/cdrh/cfdocs/cfcfr/CFRSearch.cfm?CFRPart=211





